Устройство работает следующим образом.
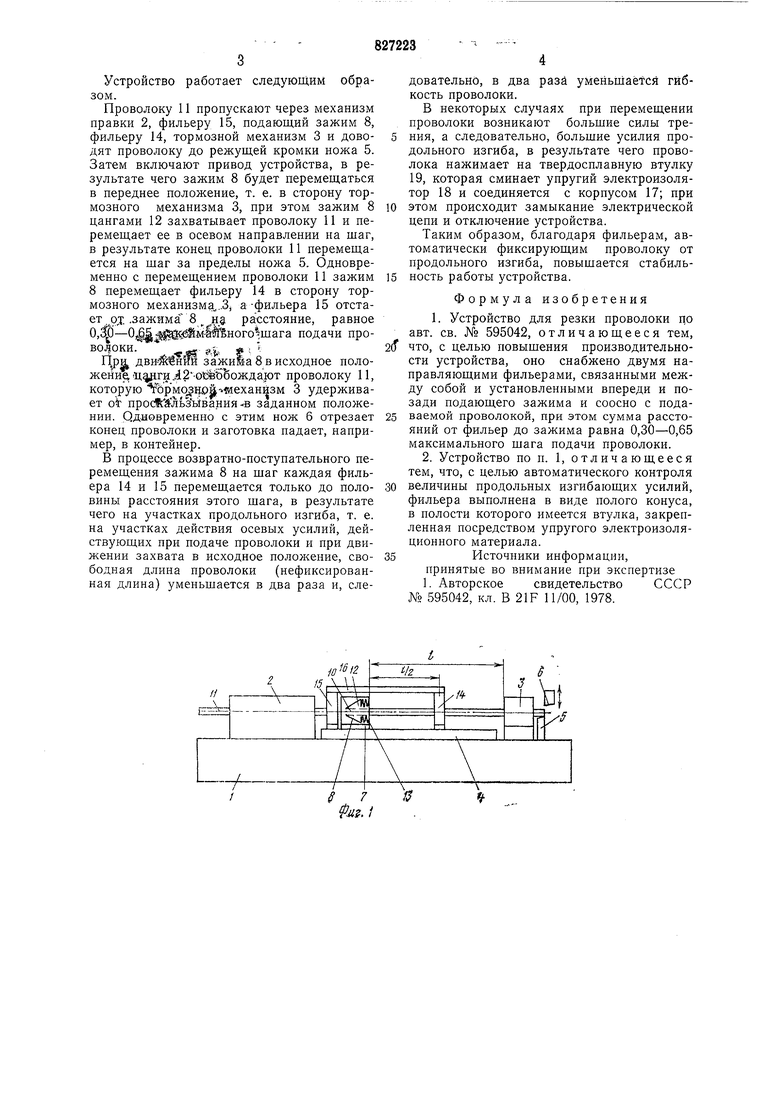
Проволоку 11 пропускают через механизм правки 2, фильеру 15, подающий зажим 8, фильеру 14, тормозной механизм 3 и доводят проволоку до режущей кромки ножа 5. Затем включают привод устройства, в результате чего зажим 8 будет перемещаться в переднее положение, т. е. в сторону тормозного механизма 3, при этом зажим 8 цангами 12 захватывает проволоку 11 и перемещает ее в осевом направлении на шаг, в результате конец проволоки 11 перемещается на шаг за пределы ножа 5. Одновременно с перемещением проволоки 11 зажим 8 перемещает фильеру 14 в сторону тормозного механизма..3( а-фильера 15 отстает OJ.-зажйма8 ,на ра сстояние, равное 0,Ф-О Зс Йм-Шёного шага подачи проВО ОКИ. - j. л,:
Пра движении зажииа 8 в исходное положейи&и ги.Д2-о1йБЬождают проволоку 11, которую йрмо 1|ой.- 1еханйзм 3 удерживает ok прос а льзйвания-в заданном положении. Одновременно с этим нож 6 отрезает конец проволоки и заготовка падает, например, в контейнер.
В процессе возвратно-поступательного перемещения зажима 8 на шаг каждая фильера 14 и 15 перемещается только до половины расстояния этого шага, в результате чего на участках продольного изгиба, т. е. на участках действия осевых усилий, действующих при подаче проволоки и при двил ении захвата в исходное положение, свободная длина проволоки (нефиксированная длина) уменьшается в два раза и, следовательно, в два рази уменьЩаётся гибкость проволоки.
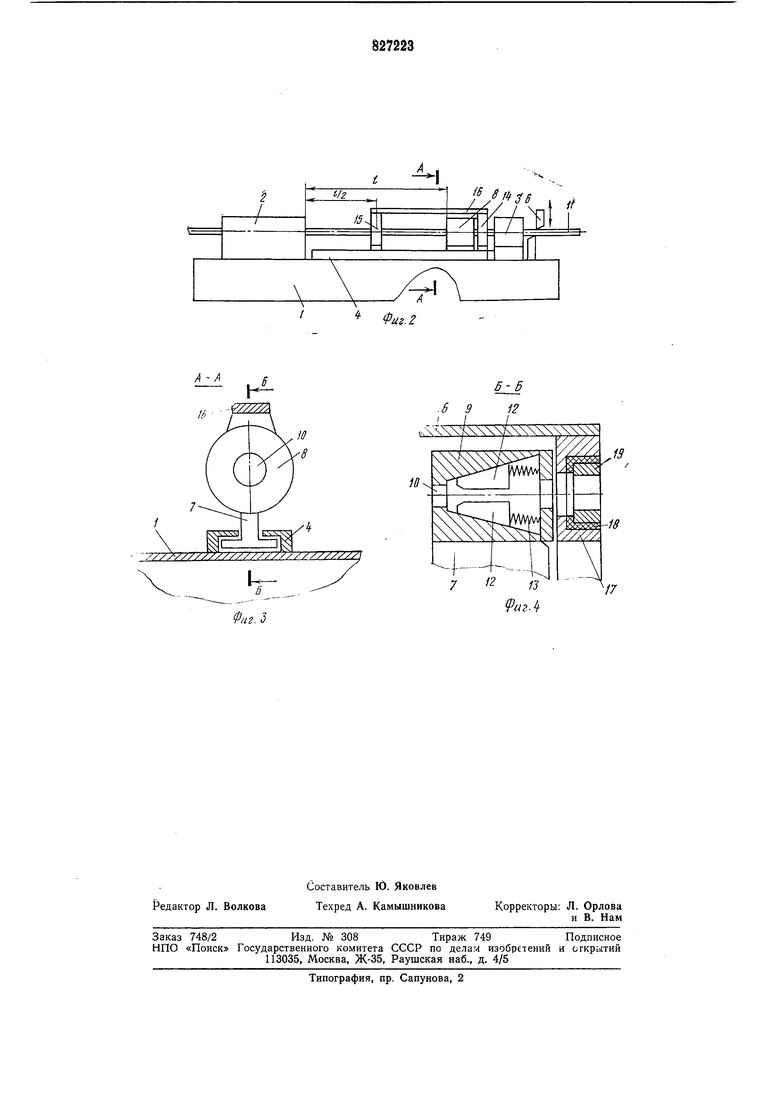
В некоторых случаях при перемещении проволоки возникают большие силы трения, а следовательно, большие усилия продольного изгиба, в результате чего проволока нажимает на твердосплавную втулку 19, которая сминает упругий электроизолятор 18 и соединяется с корпусом 17; при
этом происходит замыкание электрической цепи и отключение устройства.
Таким образом, благодаря фильерам, автоматически фиксирующим проволоку от продольного изгиба, повышается стабильность работы устройства.
Формула изобретения
1. Устройство для резки проволоки по авт. св. № 595042, отличающееся тем,
что, с целью повышения производительности устройства, оно снабжено двумя направляющими фильерами, связанными между собой и установленными впереди и позади подающего зажима и соосно с подаваемой проволокой, при этом сумма расстояний от фильер до зажима равна 0,30-0,65 максимального шага подачи проволоки.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматического контроля
величины продольных изгибающих усилий, фильера выполнена в виде полого конуса, в полости которого имеется втулка, закрепленная посредством упругого электроизоляционного материала.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 595042, кл. В 21F 11/00, 1978.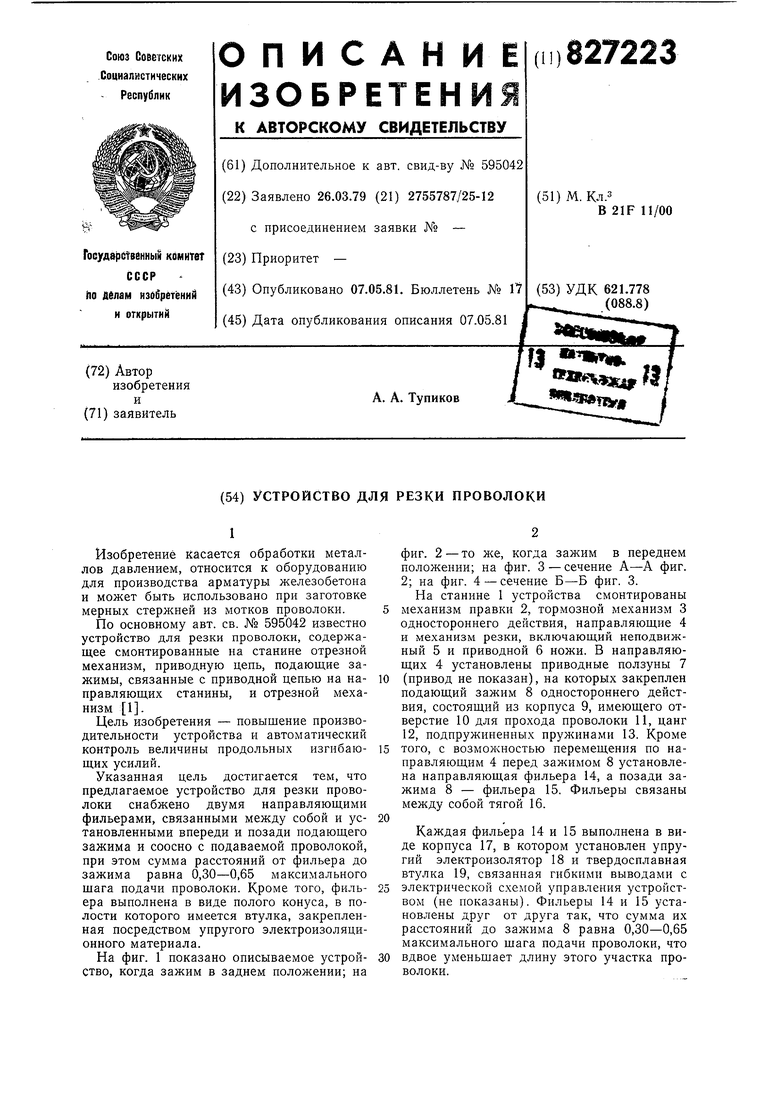
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для контактной точечной сварки проволочных сеток | 1986 |
|
SU1355406A1 |
| Устройство для гибки петли из проволоки | 1989 |
|
SU1745397A1 |
| Устройство для скручивания изделий | 1977 |
|
SU726241A1 |
| Станок для намотки длинномерного нитевидного материала | 1989 |
|
SU1641755A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Автоматический станок для изготовления пружин с витками удлиненной формы | 1943 |
|
SU65264A1 |
S 71$
Фт. i
Фиг. 2
iO
Б- Б
77
