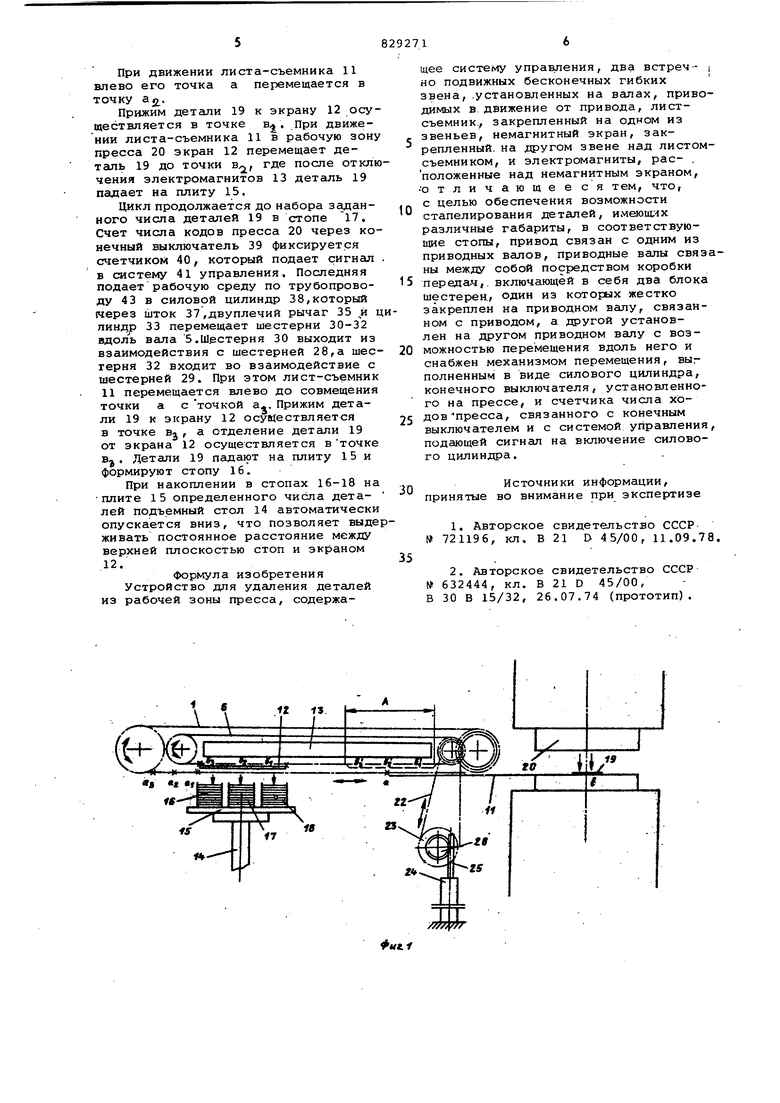
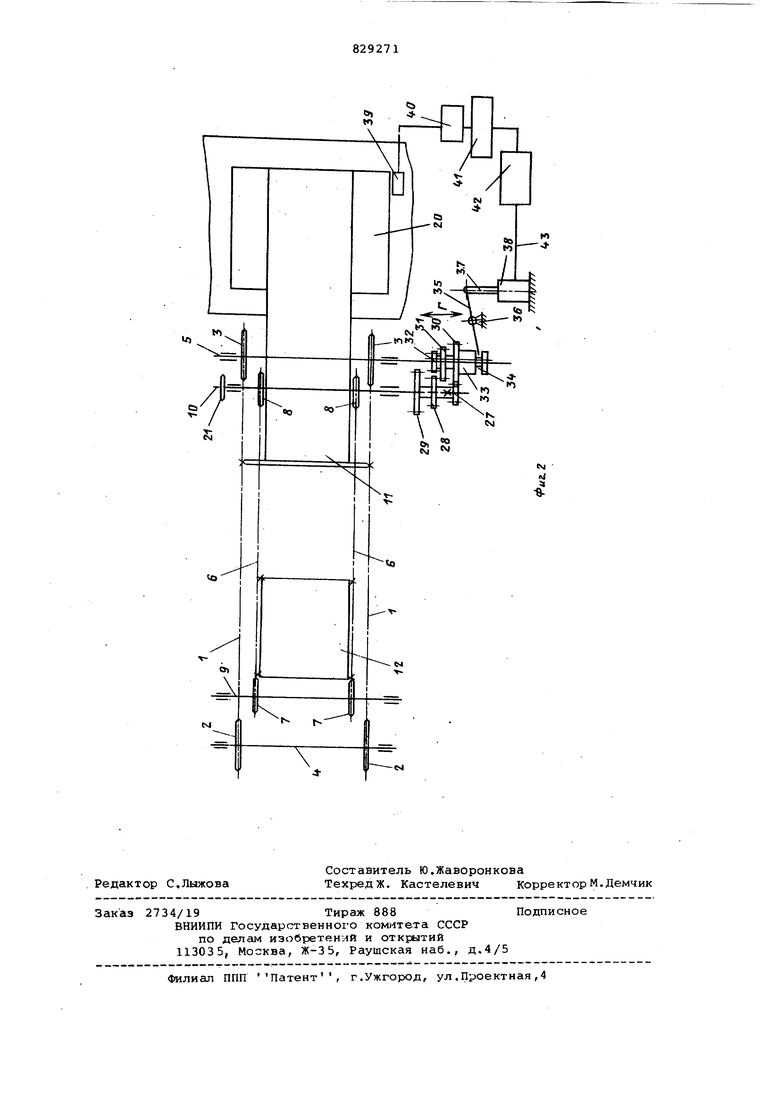
(54) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ-ПРЕССА ных валов, приводные валы связаны между собой посредством коробки передач, включающей в себя два блока шестерен, один из которых жестко закреплен на приводном валу, связанном с приводом, а другой установлен на другом приводном валу с возможностью перемещения вдоль него и снабжен механизмом перемещения , выполненным в виде силового цилиндр конечного выключателя, установленно на прессе, и счетчика числа ходов пресса, связанного с конечным выклю чателем и с системой управления, по дающей сигнал на включение силового цилиндра. Ца фиг,1 схематически изобргикено предлагаемое устройство, общий вид; на.фиг.2 - то же, вид в плане. Устройство для удаления деталей из рабочей зоны пресса содержит две параллельно установленные бесконечные гибкие ветви 1, охватывающие 3бездочки 2 и 3. Звездочки 2 установлены на валу 4, а звездочки 3 на валу 5. Между гибкими ветвями 1 располож ны две другие бесконечные гибкие ве ви 6, охватывёиощие звездочки 7 и 8, Звездочки 7 установлены на валу 9, а звездочки 8 - на валу 10. На ветвях 1, в точке а , закреплен один конец листа-съемника 11 а на ветвях 6 закреплен немагнитный экран 12, над которым расположены электромагниты 13. Под гибкими ветвями 1 и б устано лен подъемный стол 14, на котором расположена плита 15 для стоп 16-18 деталей19, вырубаемых на пресс 20 из полосового или ленточного материала. На валу 10 закреплена звездочка. 21, связанная гибкой ветвью 22 со звездочкой 23, приводимой в движение от силового цилиндра 24 через р ку 25, закрепленную на его штоке, и шестерню 26, связанную со звездоч кой 23. Валы 5 и 10 связаны между собой при помощи коробки передач, выполне ной в виде трех жестко закрепленных на валу 10 шестерен 27-29,имаощих .разные диаметры, т.е. шестерня 27 больше шестерни 28, а шестерня 28 больше шес.терни 29. На валу 5 установлены с возможностью перемещения вдоль него и свя ны между собой шестерни 30-32, также имеющие разные диаметры, т.е. шестерня 30 больше шестерни 31, а шестерня 31 больше шестерни 32. На шестерне 30 закреплен цилиндр 33 и в,нем выполнена кольцевая канавка 34, в которой расположен один конец двуплечего рычага 35, шарнирн закрепленного на основании 36. Друг конец двуплечего рычага 35 шарнирно связан со штоком 37- силового цилинд а 38, На прессе 20 закреплен конечный выключатель 39 и счетчик 40 числа ходов, электрически связанные между собой. Счетчик .40 электрически связан с системой 41 управления, которая в свою очередь электрически .связана с насосной станцией 42. Последняя связана трубопроводом 43 с сиовым цилиндром 38. Устройство для удаления деталей из рабочей зоны пресса работает СПэдующим образом. В момент, когда лист-съемник 11 находится в рабочей зоне пресса 20, деталь 19 падает на лист-съемник 11 в точке в . Подвижная часть пресса 20 воздействует на конечный выключатель. 39 и он подает сигналы в счетчик 40, который через заданное число ходов пресса 20 подает сигнал в систему 41 управления. Силовой цилиндр 24 работает синхронно с прессом 20 и приводит в движение зубчатую рейку 25, шестерню 26, гибкую ветвь 22, звездочку 21 и вал 10 звездочки 8. Звездочки приводят в движение ветви 6, которые перемещают лист-съемник 11 влево. Точка а перемещается в положение д. Одновременно вал 10 приводит в движение шестерни 27-29. В этот момент шестерня 27 входит в зацепление с шестерней 30 и она передает движение валу 5. Вал 5 через звездочки 3 приводит в движение ветви 1, которые перемещают экран 12 влево. I. В результате перемещений листасъемника 11 и. экрана 12 деталь 19, находящаяся на листе-съемнике 11, оказывается под тонкой в экрана 12. Затем включают электромагниты 13, которые притягивают деталь 19 к экрану 12 в точке ч,. При переключении силового цилиндра 24 на реверсивное движение лист-съемник 11 перемещается в рабочую зону пресса 20, экран 12 с деталью 19 перемещается влево и деталь 19 оказывается в точке в . Затем отключают электромагниты 13, деталь 19 падает на плигу 15, расположенную на столе 14. После заданного числа ходов пресса 20, т.е. стапелирования определенного числа деталей 19 в стопе 18, сиетема 41 управления подает сигнал в насосную станцию 42 и она через трубопровод 43 подает рабочую среду в силовой цилиндр 38. Последний через шток 37 приводит в движение двуплечий рычаг 35, который через цилиндр 33 перемещает шестерни 3032. Шестерня 30 выходит из взаимодействия с шестерней- 27, а шестерня 31 входит в зацепление с шестерней 28.
При движении листа-съемника 11 влево его точка а перемещается в точку ао.
Прижим детали 19 к экрану 12 осуществляется в точке в. При движении листа-съемника 11 в рабочую зону пресса 20 экран 12 перемещает деталь 19 до точки в, где после отключения электромагнитов 13 деталь 19 падает на плиту 15.
Цикл продолжается до набора заданного числа деталей 19 в стопе 17. Счет числа кодов пресса 20 через конечный выключатель 39 фиксируется счетчиком 40, который подает сигнал в систему 41 управления. Последняя подает рабочую среду по трубопроводу 43 в силовой цилиндр 38,который (через шток 37,двуплечий рычаг 35 ,й ц линдр 33 перемещает шестерни 30-32 вдоль вала 5.Шестерня 30 выходит из взаимодействия с шестерней 28,а шестерня 32 входит во взаимодействие с шестерней 29. При этом лист-съемник 11 перемещается влево до совмещения точки а с точкой а. Прижим детали 19 к экрану 12 осум(ествляется в точке Ва, а отделение детали 19 от экрана 12 осуществляется в точке Bj. Детали 19 падают на плиту 15 и формируют стопу 16.
При накоплении в стопах 16-18 на плите 15 определенного числа деталей подъемный стол 14 автоматически опускается вниз, что позволяет выдеживать постоянное расстояние между верхней плоскостью стоп и экраном
12.
Формула изобретения Устройство для удаления деталей из рабочей зоны пресса, содержащее систему управления, два встречно подвижных бесконечных гибких звена, .установленных на валах, приводимых в. движение от привода, листсъемник., закрепленный на одном из звеньев, немагнитный экран, зак5 репленный. на другом звене над листомсъемником, и электромагниты, рас- . положенные над немагнитным экраном, .отличающееся тем, что, с целью обеспечения возможности
стапелирования деталей, имеющ.чх
различные габариты, в соответствующие стопы, привод связан с одним из приводных валов, приводные валы связаны между собой посредством коробки
5 передач,, включающей в себя два блока шестерен., один из которых жестко закреплен на приводном залу, связанном с приводом, а другой установлен на другом приводном валу с воз0 можностью перемещения вдоль него и снабжен механизмом перемещения, выг полненным в виде силового цилиндра, конечного выключателя, установленно го на прессе, и счетчика числа хоС дов пресса, связанного с конечным
выключателем и с системой управления, подающей сигнал на включение силового цилиндра.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 721196, кл. В 21 D 45/00, 11.09.78,
2.Авторское свидетельство СССР № 632444, кл. В 21 D 45/00,
В 30 В 15/32, 26.07.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи материала в рабочую зону пресса и удаления отштампованных изделий | 1985 |
|
SU1321504A1 |
| Устройство для перемещения деталей и/или заготовок к прессу | 1990 |
|
SU1727947A1 |
| Устройство для вырубки деталей из полосового материала | 1980 |
|
SU869915A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для отделения верхне-гО лиСТА OT СТОпы и пЕРЕМЕщЕНия ЕгОВ пОдАющиЕ ВАлКи | 1979 |
|
SU852418A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1974 |
|
SU632444A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1979 |
|
SU863094A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
%}§
м
esl
