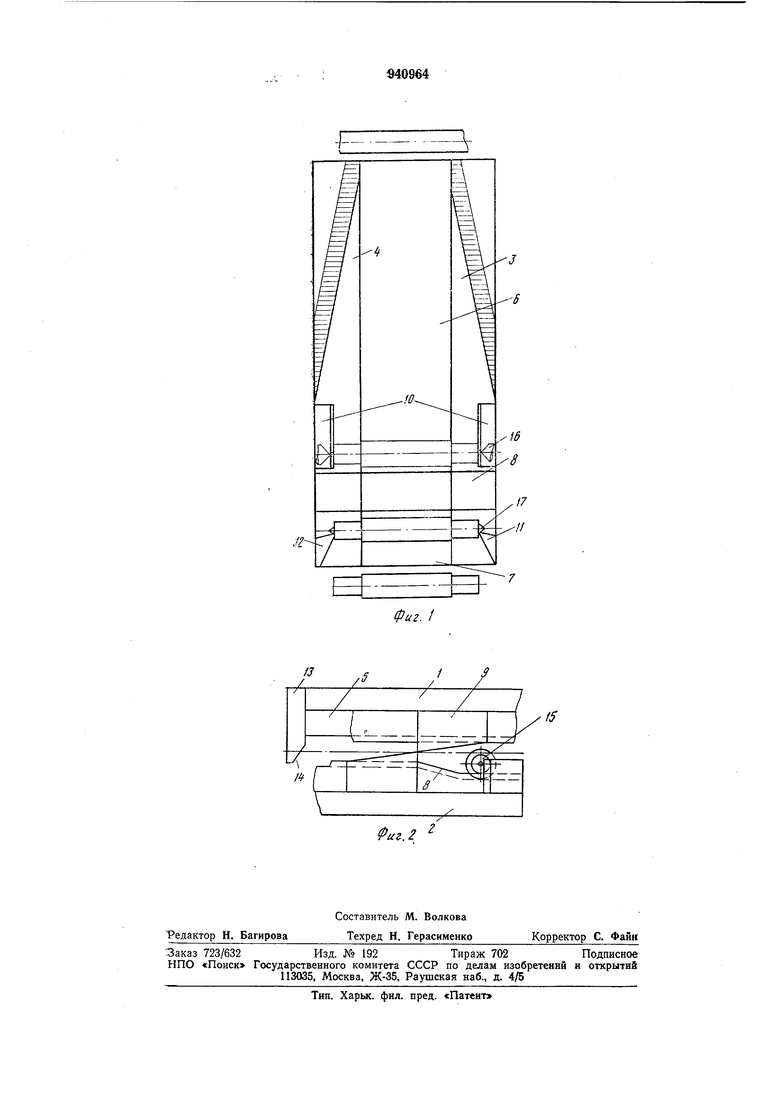
На фиг. 1 показано устройство, вид йа нижнюю плиту; на фиг. 2 - устройство, вид сбоку.
Устройство содержит верхнюю 1 и нижнюю 2 илты с закрепленными на каждой из них формующими клиньями 3 и 4, кали|брующими вставками, верхней 5 и нижней 6; На нижней вставке 6 выполнена ступень 7, которая соединяется с калибрующей поверхностью вставки 6 наклонной (ПЛОСКОСТЬЮ 8. На верхней 1 и 2 плитах установлены отрезные нолш (соответственно 9 на верхней плите и 10 на нижней плите). За нож:ами 10 расположены дополнительные резцы 11 и 12, а на верхней плите 1 за калибрующей вставкой 5 установлен толкатель 13 с наклонной рабочей плоскостью 14.
Устройство работает селдующим образом.
При перемещении верхней плиты 1 относительно нижней 2 формующие клинья 3 и 4 производят деформацию заготовки 15, кюторая затем калибруется на калибрующих вставках 5 и 6. После этого отрезные ножи 9 и 10 отделяют концевые отходы 16 от заготовки 15. В этот момент рабочая наклонная плоскость 14 толкателя 13 нажимает на прокатанную заготовку 15 и перемещает ее по наклонной плоскости 8 с Поверхности калибрующей вставки 6 на ступень 7. Дальнейшее воздействие толкателя 13 на прокатанную заготовку 15 приводит к проталкиванию последней между двумя резцами 11, в результате чего образовавшийся при отрезке концевых Отходов 16 заусенец 17 зачищается резцами Пи 12.
Необходимость выполнения ступени 7 на нижней калибрующей вставке 6 оправдана тем обстоятельствам, что резцы 11 и 12 не МОгут выступать выше нижних ножей 10, иначе они будут повреждены верхними ножами 9. При перемещении же прокатанной заготовки 15 на ступень 7
заусенец 17 располагается ниже режущей крсймки ножей 10 и может быть удален резцами 11 и 12.
Для того, чтобы сталкивать 31а.готовку 15 на ступень 7 рабочая плоскость 14 толкателя 13 выполнена наклонной (появляется вертикальная составляющая силы, перемещающая заготовку 15 на лежащую ниже ступень 7.
Изобретение обеспечивает повышение качества изделий путем получения изделий без заусенцев.
Формула изобретения
Устройство для поперечно-клиновой прокатки, содержащее две параллельные /плиты, установленные с возможностью возвратно-поступательного перемещения с
последовательно закрепленными на них клиновьми инструментами с деформирующими и калибрующими поверхностями, а также отрезными ножами, отличающееся тем, что, с целью повышения качества И1зиелий путем исключения заусенцев на торце изделия, оно снабжено установленным на одной из плит за отрезными толкателем и расположенными на другой плите за ножами призматическими резцами, а калибрующая поверхность клино вого инструмента, расположенного на последней плите, выполнена с 3 аниженной ступенью в зоне размещения приз матических резцов.
Источники информации, принятые во внимание при экспертизе:
1.Клушин В. А. и др. Совершенствование поперечно-клиновой прокатки.
Минск, «Наука и техника, 1980, с. 176, рис. 54.
2.Авторское свидетельство СССР по заявке № 2822801/25-27, кл. В 21 Н 1/18,
02.10.79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU950471A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Способ изготовления деталей с удлиненной осью | 1985 |
|
SU1274831A2 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU948504A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969389A1 |
/J
