Изобретение относится к обработке металлов давлением и может быть использовано в цехах для прокатки полых ступенчатых изделий, а именно валов электродвигателей, детали роликов бурильных труб и т.п. втулками с клиновой калибровкой. Известна автоматическая линия кли новой прокатки, содержащая загрузочное устройство бункерного типа, уста новку для нагрева ТВЧ заготовок и по перечно-строгальный станок, с установ ленным на его столе прокатным приспособлением 1. Недостаток данной линии заключается в том, что на ней невозможно по лучение ПО.ИЫХ ступенчатых изделий типа валов электродвигателей. Известна поточная линия для производства полых периодических профилей, содержащая установленные в порядке осуществления технологического процесса и связанные между .собой транспортными средствами нагреватель ное устройство, прошивной стан, редукционный стан и устройство для фор мовки и обрезки концов в виде стана поперечно-клиновой прокатки 2. Однако наличие лишь одного стана поперечно-клиновой прокатки в линии нецелесообразно в смысле конструкции самого инструмента для поперечноклиновой прокатки полых ступенчатых изделий, последовательно осуществляющего этапы фop fflpoвaния профиля изделия: формирования большего диаметра, формирование перехода с большего диаметра на меньший, формирование меньшего диаметра-концы заготовки, такое последовательное чередование этапов формирования изделия значительно увеличивает диаметр валка, а последовательно, и габариты всего стана, значительно увеличивается его металлоемкость, что является недопустимым. Цель изобретения - экономия металла и расширение сортамента прокатываемых заготовок. Для достижения цели поточная ли.ния для производства полых периодических профилей снабжена устройством для формовки изделия по диаметру и по участкам перехода от большего диаметра к меньшему, выполненным в виде второго стана поперечно-клиновой прокатки, установ.аенного между редукционным станом и станом поперечноклиновой прокатки.
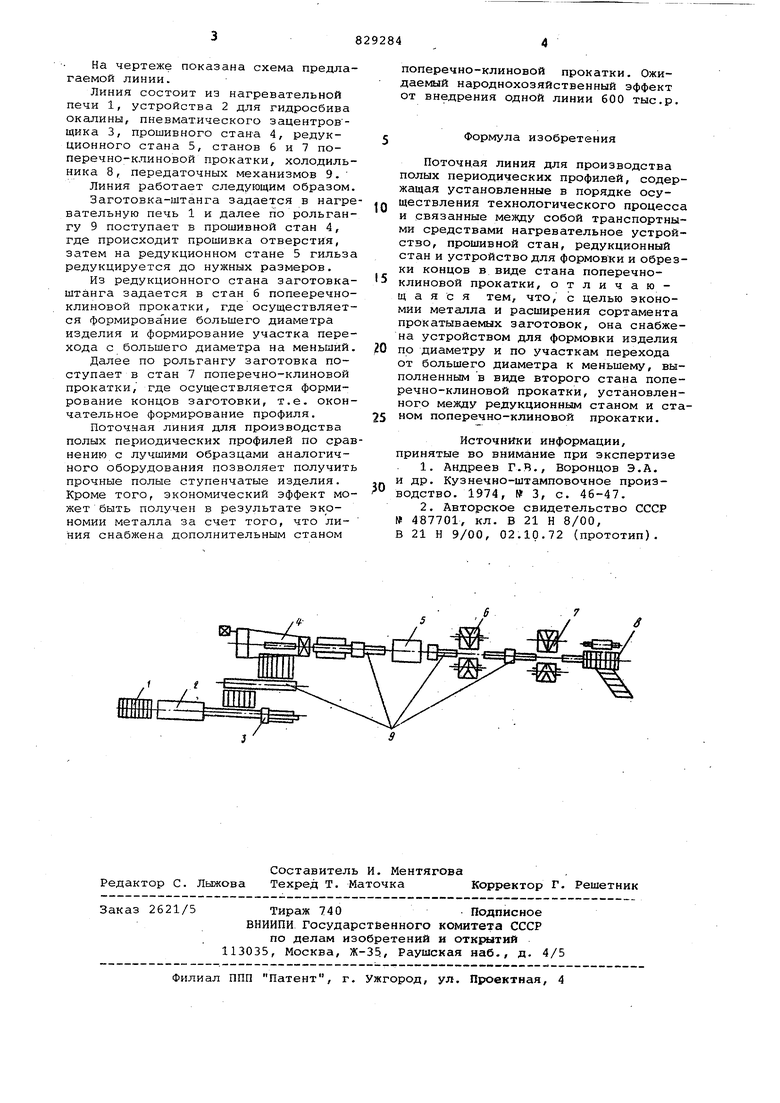
На чертеже показана схема предлагаемой линии.
Линия состоит из нагревательной печи 1, устройства 2 для гидросбива окалины, пневматического зацентровщика 3, прошивного стана 4, редукционного стана 5, станов 6 и 7 поперечно-клиновой прокатки, холодильника 8, передаточных механизмов 9.
Линия работает следующим образом.
Заготовка-штанга задается в нагревательную печь 1 и далее по рольгангу 9 поступает в прошивной стан 4, где происходит прошивка отверстия, затем на редукционном стане 5 гильза редукцируется до нужных размеров.
Из редукционного стана заготовкаштанга задается в стан 6 попееречноклиновой прокатки, где осуществляется формирование большего диаметра изделия и формирование участка перехода с большего диаметра на меньший.
Далее по рольгангу заготовка поступает в стан 7 поперечно-клиновой прокатки, где осуществляется формирование концов заготовки, т.е. окончательное формирование профиля.
Поточная линия для производства полых периодических профилей по сравнению с лучшими образцами аналогичного оборудования позволяет получить прочные полые ступенчатые изделия. Кроме того, экономический эффект может быть получен в результате экономии металла за счет того, что линия снабжена дополнительным станом
поперечно-клиновой прокатки. Ожидаемый народнохозяйственный эффект от внедрения одной линии 600 тыс.р.
Формула изобретения
Поточная линия для производства полых периодических профилей, содержащая установленные в порядке осуществления технологического процесса и связанные между собой транспортными средствами нагревательное устройство, прошивной стан, редукционный стан и устройство для формовки и обрезки концов в виде стана поперечноклиновой прокатки, отличающаяся тем, что, с целью экономии металла и расширения сортамента прокатываемых заготовок, она снабжена устройством для формовки изделия
по диаметру и по участкам перехода от большего диаметра к меньшему, выполненным в виде второго стана поперечно-клиновой прокатки, установленного между редукционным станом и станом поперечно-клиновой прокатки.
Источники информации, принятые во внимание при экспертизе
1.Андреев Г.В., Воронцов Э.А.
и др. Кузнечно-штамповочное производство. 1974, № 3, с. 46-47.
2.Авторское свидетельство СССР № 487701, кл. В 21 Н 8/00,
В 21 Н 9/00, 02.10.72 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ | 1998 |
|
RU2152839C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| Поточная линия для производства периодических профилей | 1979 |
|
SU940976A1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
