(5) АВТОМАТИЧЕСКАЯ ФОРМОВОЧНАЯ МАШИНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Формовочная многопозиционная машина проходного типа | 1958 |
|
SU124072A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Формовочная машина | 1977 |
|
SU839661A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |

I
Изобретение относится к литейному производству, в частности к формовочным машинам.,
Известна автоматическая формовочная машина, содержащая рабочий стол с устройством для смены модельных плит, рольганг для перемещения опок и модельных плит, шаговый толкатель с вилочным захватом для подачи модельных плит на рабочий стол 1 J,
Однако на известной машине нельзя применить плавающие модельные плиты или изготовить необходимое количество форм на одной модельной плите, что сужает ее технологические возможности.
Цель изобретения - расширение технологических возможностей автомати- - ческой формовочной машины.
Для достижения указанной цели автоматическая формовочная машина, содержащая рабочий стол с устройством для смены модельных плит, рольганги для перемещения опор и модельных
ПЛИТ, шаговый толкатель с вилочным захватом для подачи модельных плит на рабочий стол, снабжена приводными фиксаторами модельных плит, попар-г но установленными на боковых сторонах вилочного захвата.
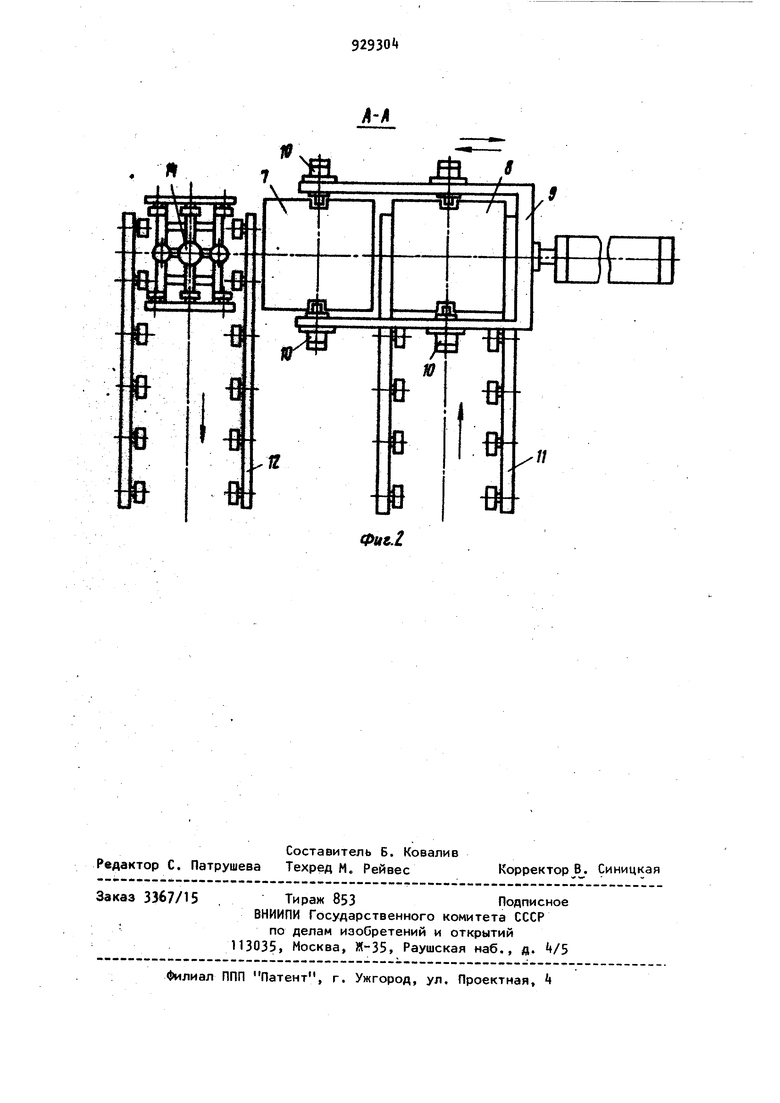
На фиг. 1 изображена предлагаемая машина, хзбщий вид; на фиг. 2 разрез А-А на фиг. 1.
Автоматическая формовочная машина
10 содержит раму 1, по направляющим 2 которой перемещается прессово-загрузочное устройство 3. На раме 1 закреплен бункер « с формовочной смесью и рабочий стол 5 с рольганtsгом 6. Модельные плиты 7 и 8 перемещаются шаговым толкателем 9, на . боковых сторонах вилочного захвата которого размещены приводные фиксаторы 10, выполненные в виде поршне20вых приводов. ольганги 11 и 12 служат для перемещения по ним модельных плит, а подъемные столы 13 и I передачи модельных плит с одного транспортного уровня на другой. По рольгангу 15 опоки 16 и 17 подают ся в автоматическую формовочную маши ну, а по рольгангу 18 - выводятся из нее., Автоматическая формовочная машина работает следующим образом. В исходном положении модельная плита 7 установлена на рабочем столе 5. Опока 16 устанавливается на модельную плиту. Прессово-загрузочное устройство 3 засыпает в опоку смесь из бункера и уплотняет полуфррму. После окончания уплотнения опока поднимается на транспортный уровень рольгангов 15И 18 механизмом вытяжки и движением прессово-загрузочное устройство 3 выталкивается на рольганг 18, а пустая опока 17 этим же движением устанавливается на рабочей позиции. Далее цикл повторяется. Перемещение (смена) модельной пли ты происходит во время перемещения опок. Подъемные столы 13 и 14 поднимаются в верхнее положение, причем при движении вверх стол 13 снимает модельную плиту 8 с роликов рольганга 11. Модельная плита 7 поднимается рольгангом 6 на транспортный уровень роликов подъемных столов 13 и 14, находящихся в верхнем положении. На роликах стола 13 находится другая мо дельная плита 8, а на роликах стола 14 - свободная позиция. Приводные фиксаторы 10 шагового толкателя 9 вводятся в соответствующие пазы модельных плит 7 и 8. Шаговый толкатель 9 перемещает модельные плиты на такое расстояние, что модельная плита 7 располагается на роликах сто ла Т, а модельная плита 8 на роликах рольганга 6 рабочего стола 5. Движением рольганга 6 вниз модельная плита прижимается к рабочему столу 5 Приводные фиксаторы 10 выводятся из пазов модельных плит и шаговый толкатель 9 возвращается в исходное пол жение. Столы 13 и 14 опускаются вниз модельная плита 7 остается на рольганге 12 и по нему подается к месту складирования, а новая модельная пли та по рольгангу 11 подается на позицию надроликами стола 13. Таким образом, автоматическая формовочная машина может работать с плавающей модельной плитой, но при необходимости по заданной программе любая модельная плита может остаться на рабочем столе 5 отработать необходимое количество полуформ и после этого произойдет ее замена новой плитой. При работе с челночным перемещением модельных плит столы 13 и 14 находятся в верхнем положении, приводные фиксаторы постоянно введены в соответствующие пазы модельных плит 7 и 8 для формовки нижних и верхних полуформ. Шаговый толкатель 9 с модельными плитами 7 и 8 совершает возвратно-поступательное движение, подавая на рольганг 6 рабочего стола 5 поочередно модельные плиты 7 и 8. Замена модельных плит в этом случае происходит аналогично замене плит при работе с плавающей оснасткой. Расширенные технологические возможности автоматической формовочной машины позволяют использовать ее в многономенклатурном производстве, где автоматизация производственных процессов имеет ограниченное применение. Формула изобретения Автоматическая формовочная машина, содержащая рабочий стол с устройством для смены модельных плит, рольганги для перемещения опок и модельных плит, шаговый толкатель с вилочным захватом для подачи модельных плит на рабочий стол, отличающаяся тем, что, с целью расширения ее технологических возможностей, она снабжена приводными фиксаторами модельных плит, попарно уста-; новленными на боковых сторонах вилочного захвата. . Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 52-11934, кл. В 22 С 23/00, опублик. 1977.
