I
Изобретение относится к области литейного производства и может быть использовано как -оснастка для литья методом вакуумно-пленочной формовки.
Известна опочная оснастка особенность которой состоит в том, что в боковых стенках верхней и нижней опок предусмотрено отверстие, через которое выводится патрубок системы фильтрационных трубопроводов, свободно располагае мой в оснастке, причем это отверстие снабжено уплотнением.
Патрубок подсоединен к вакуумной системе.Вакуум создается путем отсоса воздуха через систему фильтрационных трубопроводов 1 .
Известна также опока, содержащая раму, в которой предусмотрен стержень С каналом, передвигаемый в на-правляющих. Один конец стержня соединен с отсасывающим трубопроводом, а другой;, свободный, в рабочем положении входит внутрь опоки и имеет
несколько отверстий, рас ролоЖенных paд iaльнo относительно канал-а 2.
Недостатками известных.устройств является наличие одного отсасывающего патрубка .и недостаточная его эффективность при создании вакуума в форме.. Эффективность создания вакуума возможно повысить за счет увеличения числа патрубков, но тогда опока становится не технологичной, так как она будет опутана шлангами, через которые отработанный газ удаляется в вакуумную систему и далее в атмосферу. Кроме того, большое число уплотняющих элементов, находящихся
5 в месте прохода отсасывающего патрубка через стенку опоки, приводит к большим утечкам в вакуумной системе, что плохо отражается на работоспособности устройства.
0
Наиболее близкой к предлагаемой является конструкция опоки fifin литья ;методом вакуумно-пленочной формовки, предназначейная ;гля создания
вакуума в литейной форме, которая содержит раму, перегороженную несколькими трубами с перфорированными стенками. Трубы обмотаны проволочной сеткой и соединены с вакуумной системой посредством общего коллектора, расположенного на наружной поверхности опрки. Конфигурация и рас.положение труб определяются геометрией модели 3.
Недостатком опоки является то, что для каждой конкретной модели требуется индивидуальная опока с определенным расположением труб с перфорированными стенками. Это отрицательно сказывается на стоимости литья и необоснованно увеличивает количество опок.
Цель изобретения - расширение технологических возможностей опоки за счет повьшения эффективности отвода газов на границе металл-форма.
Поставленная цель достигается тем, что опока снабжена сменными насадками, закрепоенными на патрубках коллектора и выполненными с возможностью их регулироваьшя по длине.
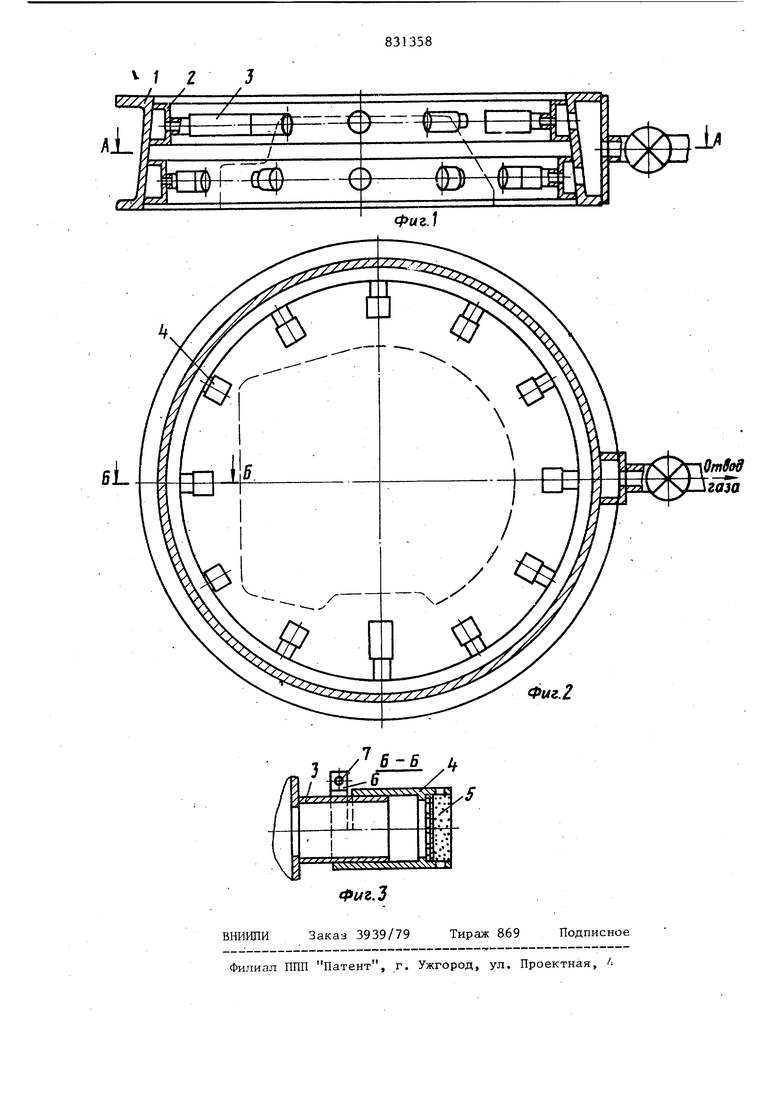
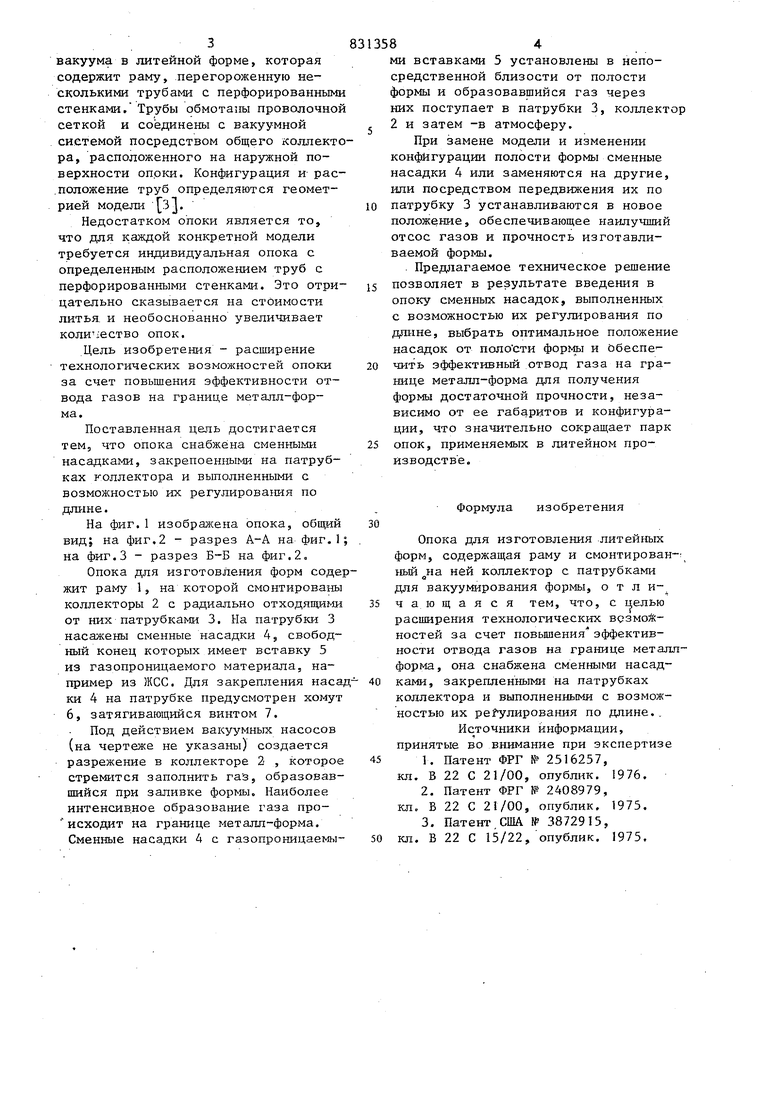
На фиг. 1 изобрансена опока, общий вид; на фиг.2 - разрез А-А на фиг.1 на фиг.З - разрез Б-Б на фиг.2,
Опока для изготовления форм содежит раму 1, на которой смонтированы коллекторы 2 с радиально oтxoдящи ш от них патрубками 3. Ыа патрубки 3 насажены сменные насадки 4, свободный конец которых имеет вставку 5 из газопроницаемого материала, например из ЖСС. Для закрепления насаки 4 на патрубке предусмотрен хомут 6, затягивающийся винтом 7.
Под действием вакуумных насосов (на чертеже не указаны) создается разрежение в коллекторе 2 , которое стремится заполнить газ, образовавшийся при заливке формы. Наиболее интенсивное образование газа про- исходит на границе металп-форма. Сменные насадки 4 с газопроницаемыми вставками 5 установлены в непосредственной близости от полости формы и образовавшийся газ через них поступает в патрубки 3, коллектор
2 и затем -в атмосферу.
При замене модели и изменении конфигурации полости формы сменные насадки 4 или заменяются на другие, или посредством передвижения их по
патрубку 3 устанавливаются в новое положение, обеспечивающее наилучший отсос газов и прочность изготавливаемой формы.
Предлагаемое техническое решение
позволяет в результате введения в опоку сменных насадок, выполненных с возможностью их регулирования по дш1не, выбрать оптимальное положение насадок от полости формы и Обеспечить эффективный отвод газа на границе металл-форма для получения формы достаточной прочности, независимо от ее габаритов и конфигурации, что значительно сокращает парк
опок, применяемых в литейном производстве.
Формула изобретения
Опока для изготовления литейных форм, содержащая раму и смонтирован 1ьш на ней коллектор с патрубками для вакуумирования формы, о т л ичающаяся тем, что, с целью расширения технологических всзмой:ностей за счет повышения эффективности отвода газов на границе металлформа , она снабжена сменными насадками, закрепленными на патрубках коллектора и выполненными с возможностью их регулирования по длине..
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ f 2516257,
кл. В 22 С 21/00, опублик. 1976.
2.Патент ФРГ W 2408979,
кл, Б 22 С 21/00, опублик, 1975.
3.Патент,США № 3872915,
кл. В 22 С 15/22, опублик. 1975,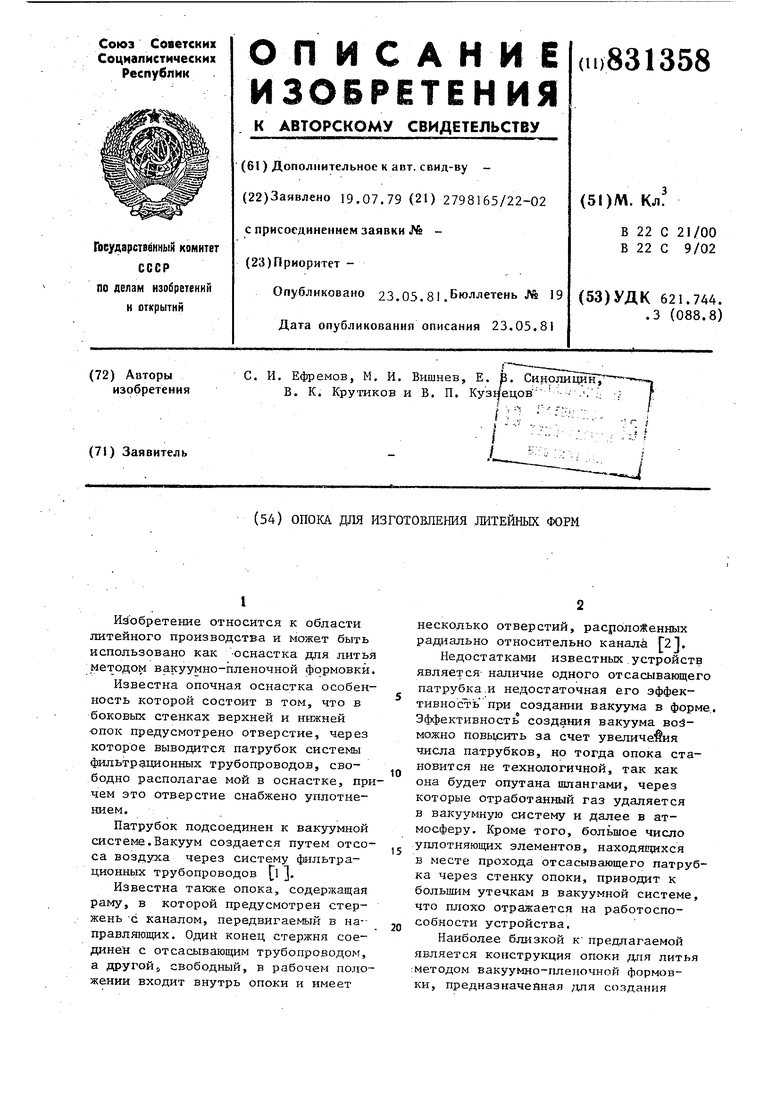
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумно-пленочной формовки | 1980 |
|
SU959898A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU996062A1 |