(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ
ЗАУСЕНЦЕВ
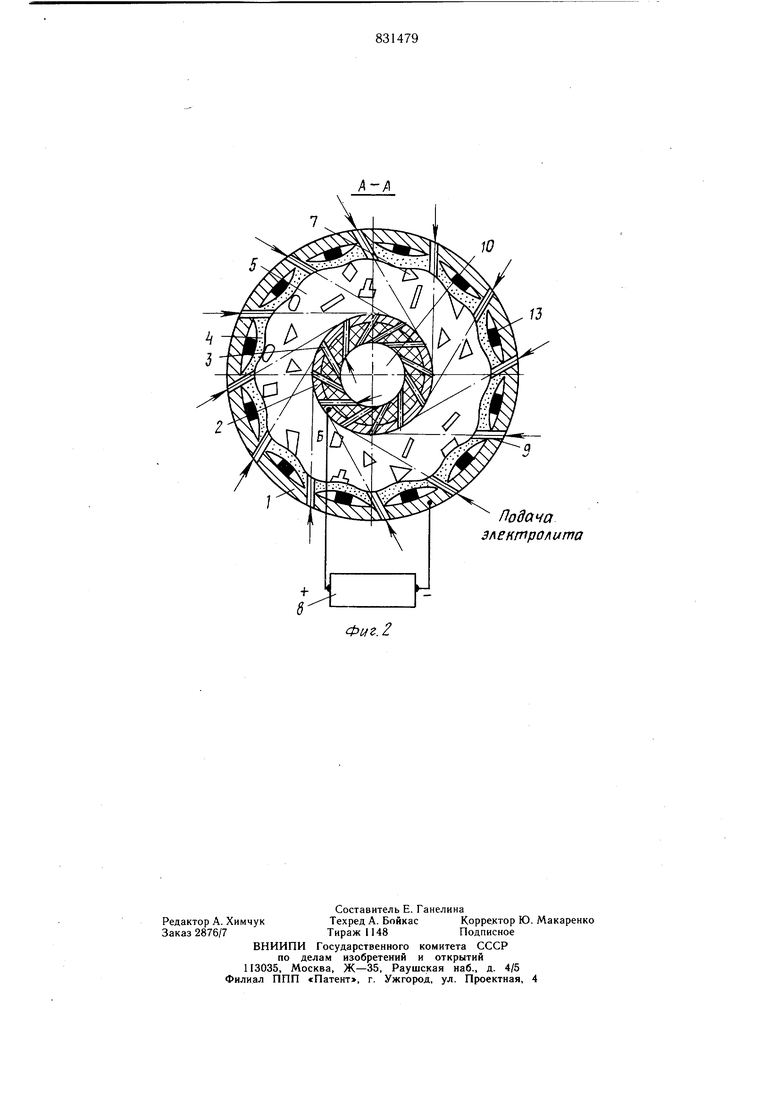
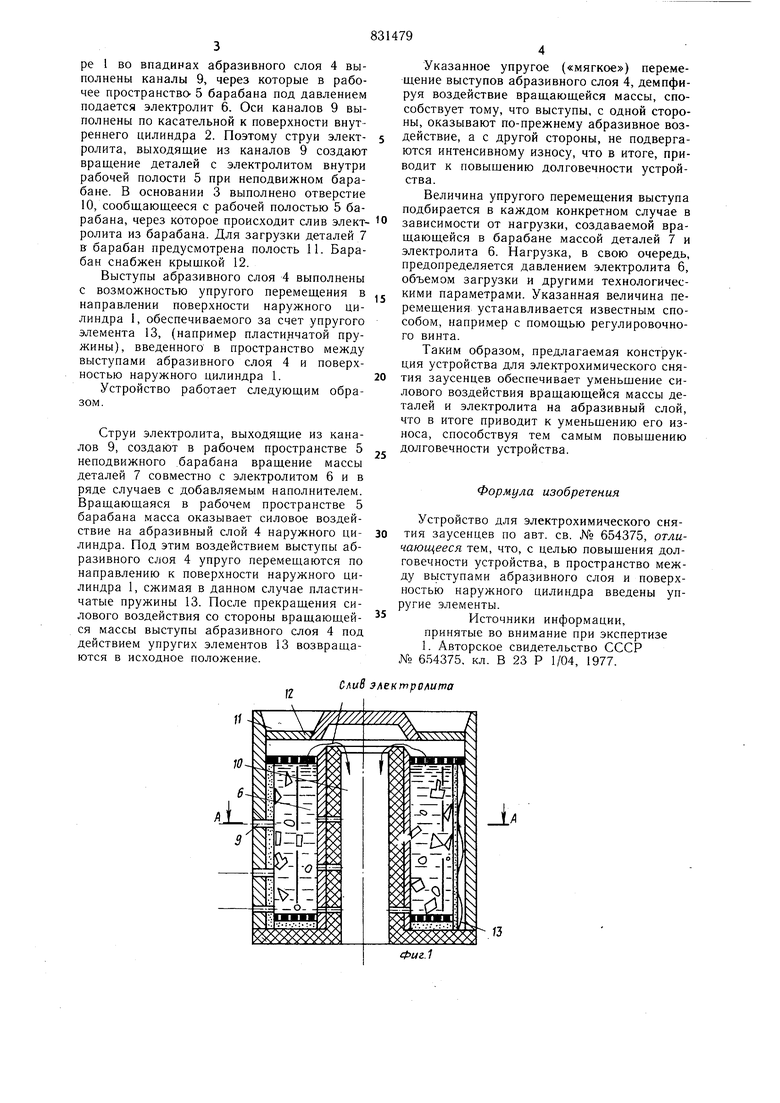
ре 1 во впадинах абразивного слоя 4 выполнены каналы 9, через которые в рабочее пространство- 5 барабана под давлением подается электролит 6. Оси каналов 9 выполнены по касательной к поверхности внутреннего цилиндра 2. Поэтому струи электролита, выходящие из каналов 9 создают вращение деталей с электролитом внутри рабочей полости 5 при неподвижном барабане. В основании 3 выполнено отверстие 10, сообщающееся с рабочей полостью 5 барабана, через которое происходит слив электролита из барабана. Для загрузки деталей 7 в барабан предусмотрена полость 11. Барабан снабжен крыщкой 12.
Выступы абразивного слоя 4 выполнены с возможностью упругого перемещения в направлении поверхности наружного цилиндра 1, обеспечиваемого за счет упругого элемента 13, (например пластинчатой пружины), введенного в пространство между выступами абразивного слоя 4 и поверхностью наружного цилиндра 1.
Устройство работает следующим образом.
Струи электролита, выходящие из каналов 9, создают в рабочем пространстве 5 неподвижного барабана вращение массы деталей 7 совместно с электролитом бив ряде случаев с добавляемым наполнителем. Вращающаяся в рабочем пространстве 5 барабана масса оказывает силовое воздействие на абразивный слой 4 наружного цилиндра. Под этим воздействием выступы абразивного слоя 4 упруго перемещаются по направлению к поверхности наружного цилиндра 1, сжимая в данном случае пластинчатые пружины 13. После прекращения силового воздействия со стороны вращающейся массы выступы абразивного слоя 4 под действием упругих элементов 13 возвращаются в исходное положение.
Слив электролита
11
Указанное упругое («мягкое) перемещение выступов абразивного слоя 4, демпфируя воздействие вращающейся массы, способствует тому, что выступы, с одной стороны, оказывают по-прежнему абразивное воздействие, а с другой стороны, не подвергаются интенсивному износу, что в итоге, приводит к повыщению долговечности устройства.
Величина упругого перемещения выступа подбирается в каждом конкретном случае в
зависимости от нагрузки, создаваемой вращающейся в барабане массой деталей 7 и электролита 6. Нагрузка, в свою очередь, предопределяется давлением электролита 6, объемом загрузки и другими технологическими параметрами. Указанная величина перемещения устанавливается известным способом, например с помощью регулировочного винта.
Таким образом, предлагаемая конструкция устройства для электрохимического снятия заусенцев обеспечивает уменьшение силового воздействия вращающейся массы деталей и электролита на абразивный слой, что в итоге приводит к уменьшению его износа, способствуя тем самым повышению долговечности устройства.
Формула изобретения
Устройство для электрохимического снятия заусенцев по авт. св. № 654375, отличающееся тем, что, с целью повыщения долговечности устройства, в пространство между выступами абразивного слоя и поверхностью наружного цилиндра введены упругие элементы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 654375, кл. В 23 Р 1/04, 1977.
1х
f3
Фиг.
Ю
13
Подача электролита
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ | 1973 |
|
SU406686A1 |
| Устройство для электрохимического снятия заусенцев | 1979 |
|
SU882718A2 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU592559A1 |
| Способ анодно-абразивного удаления заусенцев | 1991 |
|
SU1816582A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2023 |
|
RU2832557C1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| Способ кавитационного удаления заусенцев с малогабаритных деталей | 2018 |
|
RU2689244C1 |
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Устройство для электрохимического снятия заусенцев | 1987 |
|
SU1437170A2 |