(54) УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ВНУТРЕННЕЙ
ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ
ИЗДЕЛИЙ
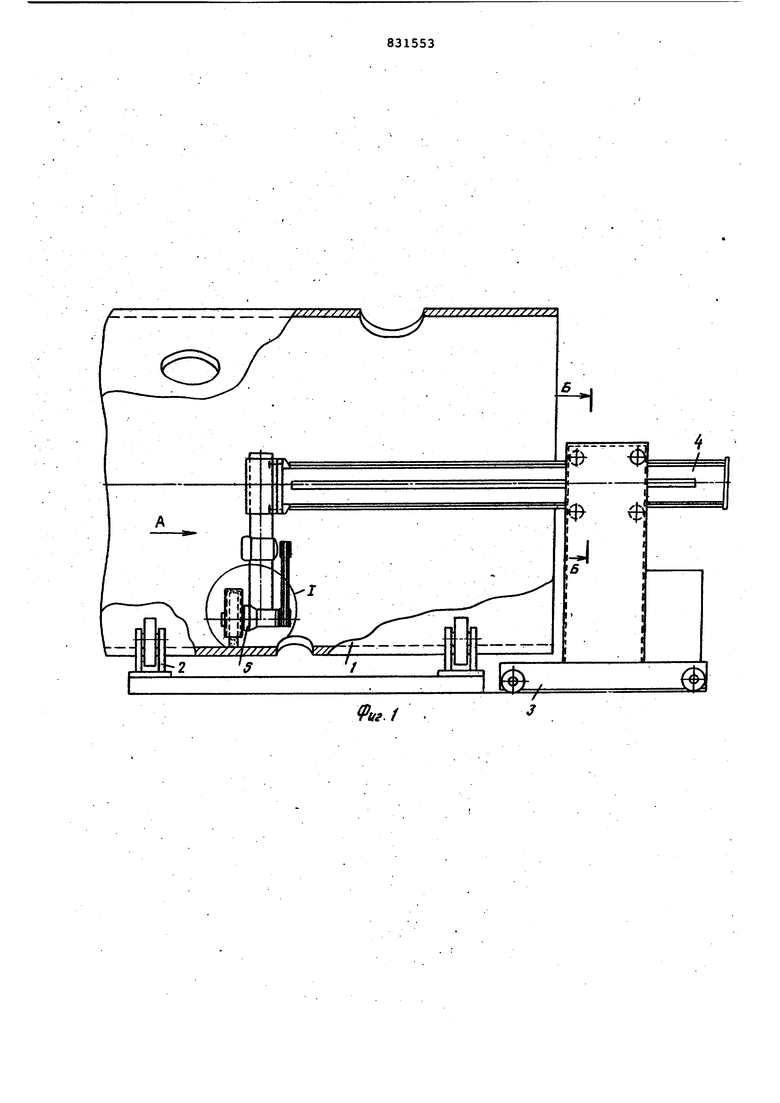
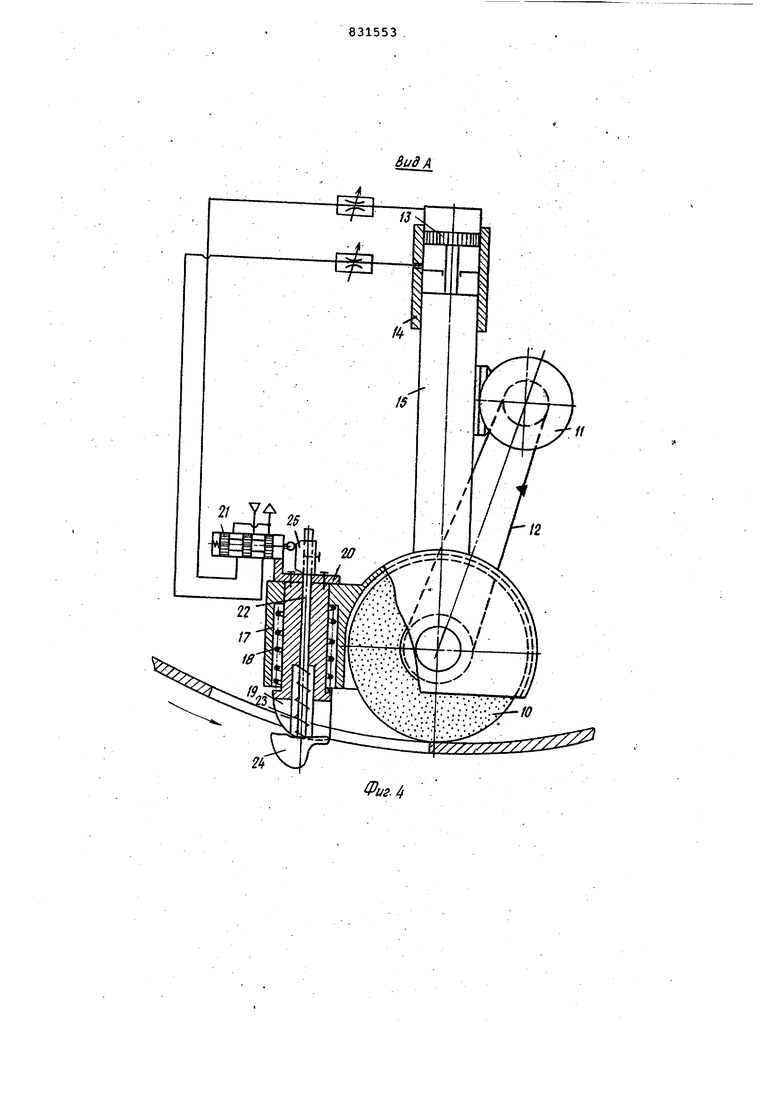
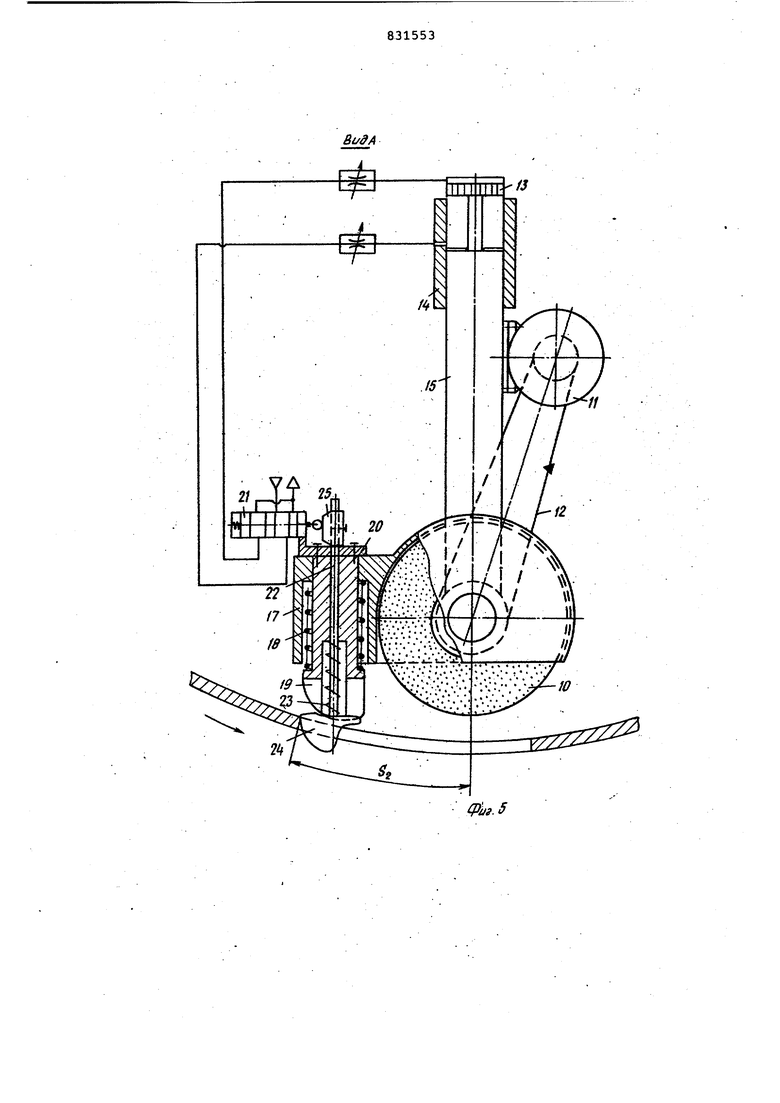
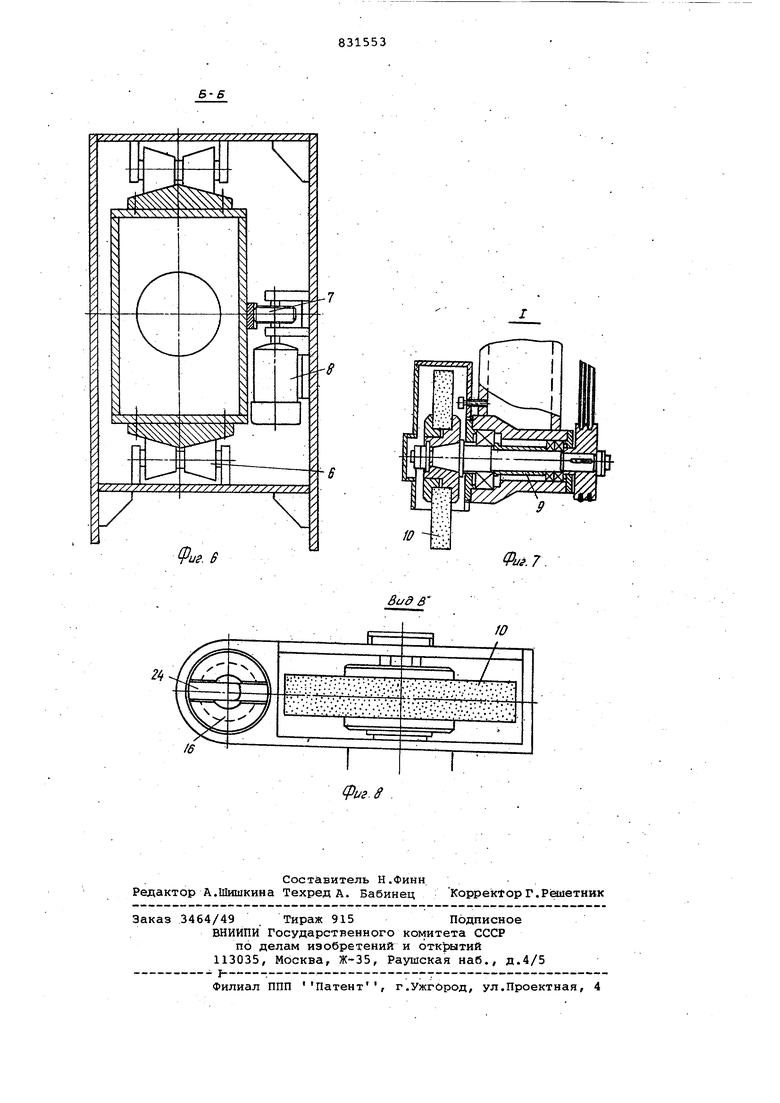
фиг.4 - то же, провал копира и башмака в отверстие; на фиг,5- выход копира из отверстия с переключением воздухораспределителя на подвод рабочей головки; на.фиг.6 - .разрез Б-Б на фиг.1; на .фиг.7 - узел 1 на фиг.1; на фиг.,8 - вид вид В на фиг.2. Устройство для зачистки внутренней цилиндрической поверхности изделий с отверстиями, например цилиндричес-, кого корпуса 1, установленного на приводные роликоопоры 2, состоит из тележки 3, на которой установлена подвижная консольная штанга 4, несущая рабочую головку 5 {фиг.1). Консольная штанга 4 установлена на опорные ролики 6 с возможностью перемещения по ним посредством -реечной передачи 7 и реверсивного привода 8 (фиг.6) .Рабочая головка имеет шпин- . дельный узел 9 с абразивным кругом г 10,прив-одимым во вращение от электродвигателя 11 через клиноременную передачу 1.2 (фиг. 7).
г- . .
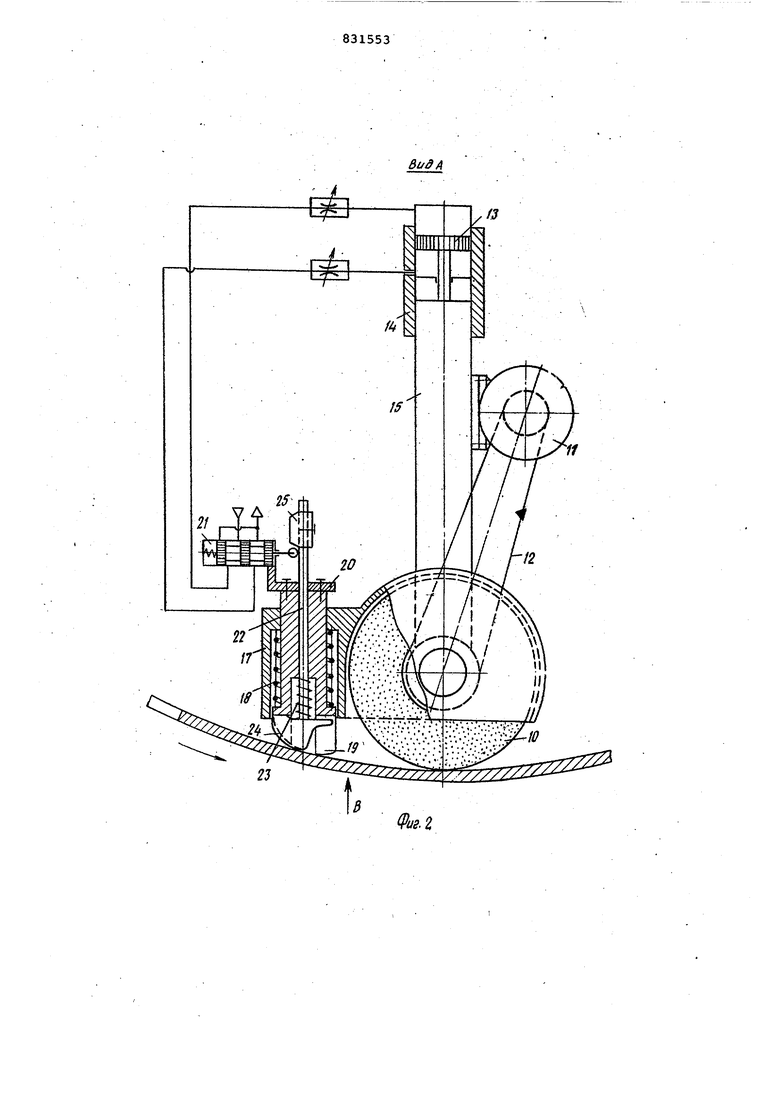
Радиально-вертикальное перемещение и упругое поджатие абразивного круга к обрабатываемой поверхности осуществляется от пневмопривода 13, корпус которого размещен в гильзе 14, закрепленной на конце консольной штанги 4. На конце штока 15 пневмоцилиндра смонтирован шпиндельный узел 9головки с копировально-следящим механизмом 16. Копирно-следящий механизм размещен в корпусе 17 шпиндельного узла, внутри которого установлен подпружиненный посредством пружины 18 башмак 19, на котором установлен на кронштейне-упоре 20 воздухораспределитель 21. При этом в башмаке 19 закреплен шток 22, на одном конце которого установлен подпружиненный при помощи пружин 23 копир 24, а на другом - кулачок 25, входящий в зацепление с воздухораспределителем 21 (фиг.З) .
Устройство работает следующим образом.
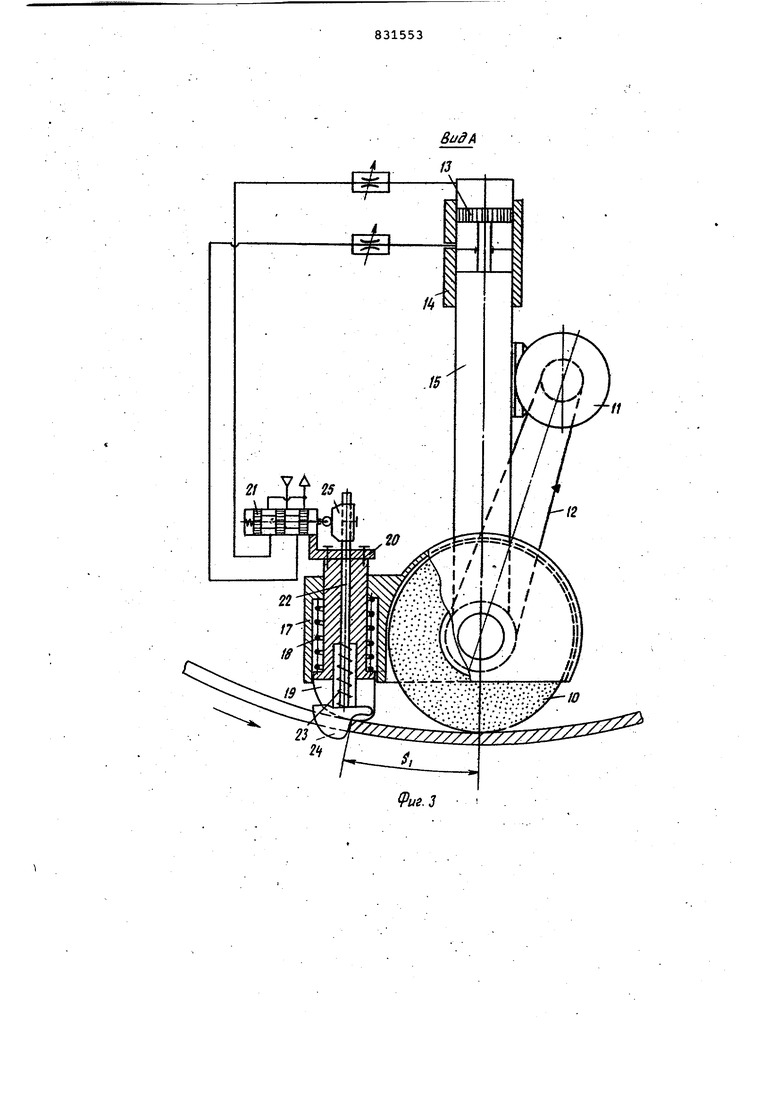
Обрабатываемое изделие 1 устанавливается на приводные роликоопоры 2, тележку 3 подкатывают к изделию и вводят в него консольную штангу 4 (фиг.1). Включают привод вращения изделия на роликоопорах, затем электродвигатель 11 вращения абразивного круга 10, производят подвод воздуха к пневмоцилиндру 13, в результате осуществляется упругое поджатие рабочей головки 5 к обрабатываемой поверхности и включается привод 8 продольного перемещения консольной штанги 4 (фиг.2). Зачистка осуществляется до тех пор,, пока копир 24 не проваливается в отверстие изделия 1 (фиг.З), кулачок 25 переключает воздухораспределитель 21 на отвод, пневм цилиндром 13 рабочей головки 5, и после срабатывания пневмосистемы она зависает над внутренней поверхностью
изделия. Причем время срабатывания пневмосистемы t равно времени tj прохождения абразивного круга 10 пути Sf. Таким образом абразивный круг защищает поверхность. до самого начала отверс.тия, .
Башмак 19 и копир 24 под действием пружин 18 и 23 зажимают крайнее нижнее положение. После прохождения отверстия в изделии шток-копир 24 касается края отверстия и начинает перемещаться вверх, переключая кулачком ,25 воздухораспределитель 21 на . . поджатие рабочей головки 5 пневмоцилиндром 13. А время срабатывания пнемосистемы t равно времени tj прохождения абразивного круга 10 путём S (фиг.4). Абразивный круг 10 касается обрабатываемой поверхности сразу же за отверстием.
Таким образом, рабочая головка ка бы перескакивает через отверстия в обрабатываемом изделии и продолжает защищать изделие без остановки и переналадки устройства.
Уменьшение диаметра абразивного круга 19 за счет износа компенсируется тем/что воздухораспределитель 21 установлен на кронштейне-упоре 20, жестко связанном с подпружиненным башмаком 19. И по мере износа и уменьшения диаметра абразивного круг вся система перемещается вверх.
Таким образом устройство о.сущест вляет зачистку и шлифовку внутренней цилиндрической поверхности изделий, имеющих отверстия.
Формула изобретения
Устройство для зачистки внутренне
цилиндрической поверхности изделий, содержащее приводную роликовую опору для установки и вращении изделия,внури которого размещена консольная штанга, установленная на приводной тележке и несущая рабочую головку, в шпиндельном узле которой закреплен абразивный круг, снабженный копировально-следящим механизмом, о л и .чающееся тем, что, с целью обеспечения возможности обработки. внутренней цилиндрической пойерхности изделий с отверстиями, устройство снабжено пневмоцилиндром с воздухораспределителем и роликом, на штоке пневмоцилиндра смонтирована рабочая головка, причем гильза-корпус пневмоцилиндра закреплена на конце консольной штанги, а ролик установлен с возможностью взаимодействия с кулачком Копировально-следящего механизма .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2784712,кл. В 23 С 3/12, 1979. «. / .
//
и
/J
as.5
Фиг. 6
16
.3
10
Фи.7.
Вид 8
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренних поверхностей | 1983 |
|
SU1162574A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| Устройство для обработки внутренних поверхностей | 1988 |
|
SU1593917A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Консольный кран | 1979 |
|
SU929534A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ, РЕМОНТА И ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2014 |
|
RU2575356C1 |
| Установка для снятия усилений сварных швов | 1986 |
|
SU1414525A1 |
| БИБЛИОТЕКАабразивов и шлифования | 1973 |
|
SU370053A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО МЕТАЛЛА В ПОТОКЕ ОБЖИМНОГО СТАНА | 1973 |
|
SU405617A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |