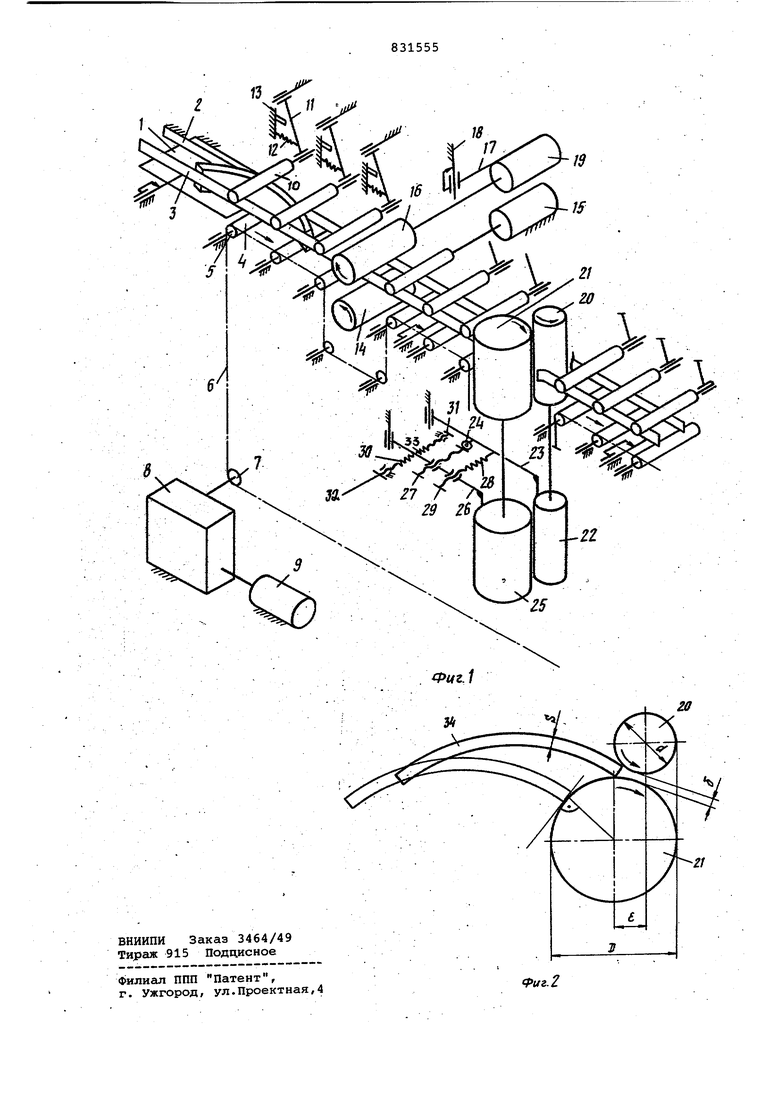
Изобретение относится к шлифовани деталей из древесины. Известен способ обработки деталей .сложного профиля двумя вертикальными абразивными инструментами, вращающимися навстречу друг другу, в. зазор между которыми подают обрабатываемую деталь l. Недостаток способа заключается в том, что при известном выполнении абразивных инструментов и их расположении, затруднен вход обрабатывае мой детали между абразивными инструментс№1И. Цель изобретения - улучшение условий входа обрабатываемой детали между абразивными инструментами. Указанная цель достигается за счет того, что используют разновеликие абразивные инструменты и смещают их друг относительно друга по ходу перемещения обрабатываемой де.тали. На фиг.1 схематически изображено устройство для реализации предлагае мого способа; на фиг.2 - момент вхо да детали в зазор между разновелики ми абразивными инструментами, Устройство для реешизации предлагаемого способа содержит стол I, неподвижную 2 и регулируемую 3 направляющие, подающие вальцы 4 со звездочками 5 и с приводом через цепь 6 и звездочку 7 на выходном валу редуктора 8 от злектродвигателя 9, прижимные вальцы 10, каждый из которых смонтирован на рычаге 11, оттянутом пружиной 12 до упора в ограничитель: 13, горизонтальные неподвижный 14 на валу электродвигателя 15 и регулируемый 16 на валу, смонтированном с помощью-кронштейна 17 на нагфавляющей 18 электродвигателя 19, абразивные инструменты и вертикальные малый 20 и большой 21 абразивные инструменты. Малый абразивный инструмент20 насажен на вгш злектродвигателя 22, смонтированного на коромысле 23 с упорным роликом 24, а большой абразивный инструмент 21 насажен на вал электродвигателя 25, смонтированного на коромысле 26 с регулиро-г вочным винтом 27, упирающимся в ролик 24. Коромысла 23 и 26 связаны пружиной 28 с регулировочным винтом 29 и коромысло 26 подпружинено пружинои 1И 30 и 31 с регулировочными винтами 32 и 33 к станине.
Способ осуществляют следующим образом.
Устанавливаются.требуемые зазоры между направляющими 2 и 3, абразивными инструментами 14 и 16, а также между абразивными инструментами 20 и 21 с помощью винта 27 и пр жины 28; Затем устанавливают в требуемое исходное положение коромысла 23 и 26 с помощью пружин 30 и 31. и винтов 32 и 33,
По столу 1 заготовка 34 подается между направляющими 2 и 3 так, чтобы выпуклая грань была обращена в сто-рону Мсшого абразивного инструмента 20. Заготовка 34 с екциямй; вальцов 4 и 10 подается сначала в заз.ор между горизонтальными абразивными инструментами 14 и 16 для обработки плоских граней, а затем к вертикальным абразивным инструментам 20 и 21.
При установке абразивных инструментов разного диаметра со смещением f (фиг,2) имеется возможность точного входа детали 34 в зазор. между абразивными инструментами 20 и 21 с обеспечением полной обработки выпуклой грани заготовки 34 малым 20, а вогнутой грани большим 21 абразивным инструментом.при сохранении возможности обработки торцов детали 34, подаваемых касательно.к инструменту 21,
Следует отметить, что установка разновеликих абразивных инструменто
со смещением по ходу трансйортера улучшает условия входа детали в зазор между абразивными инструментами. Это имеет рещайщее значение ; для надежного перехода детали из одной с секции вальцов в другую. Скорости вращения двигателей 22 и 25 подбираются так, чтобы скорости абразивных инструментов 20 и 21 были одинаковы.
Предлагаемый способ повышает Q качество обработки деталей сложного профиля,
Формула изобретения
. , , ; :
Способ обработки деталей сложного профиля дйумя вертикальными абразивными инструментами, вращающимися навстречу друг другу, в
зазор между которыми поддают
обрабатываемую деталь, о т л и ч а ющ и и с я тем, что, с целью улучшения условий входа обрабатываемой детали между абразивными инструментами,
используют разновеликие абразивные
инструменты и смещаю их друг относительно йруга по ходу перемещения обрабатываемой детали.
Источники информации,
принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 662325, кл, В 24 В 7/28, 1976.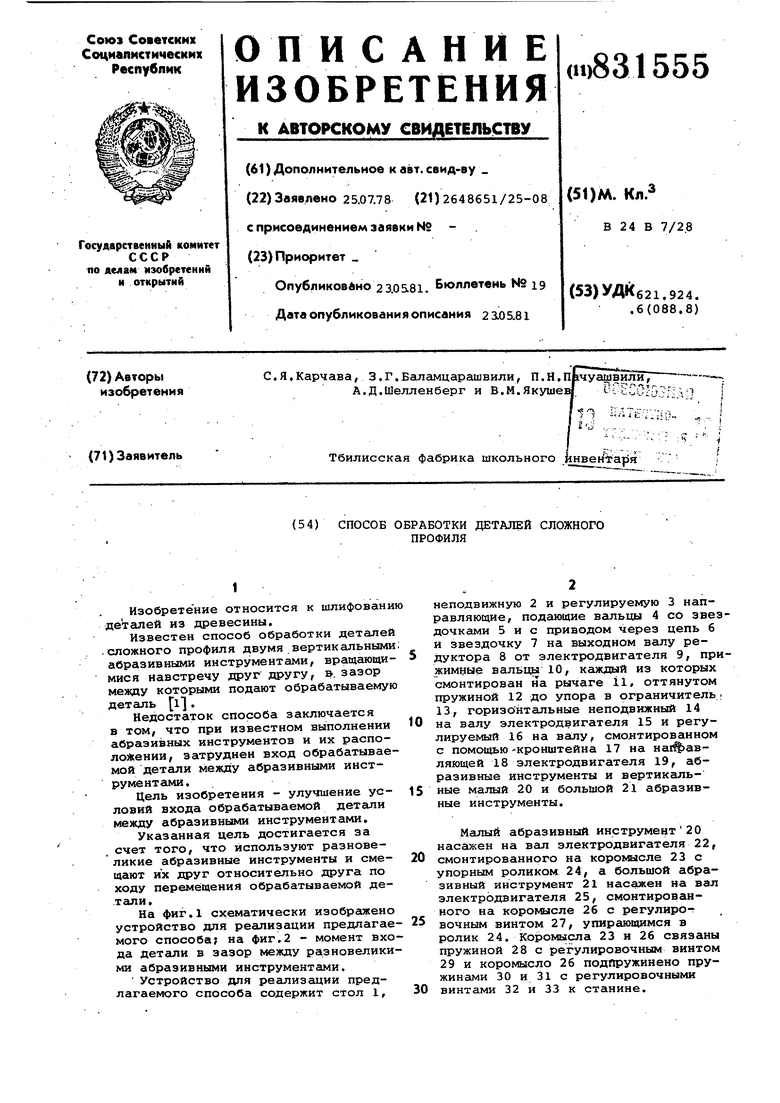
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей сложного профиля | 1976 |
|
SU662325A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU876380A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталей из древесины | 1977 |
|
SU651938A1 |
| Устройство для шлифования | 1990 |
|
SU1779551A1 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |