изобретение относится к машиностроению, а именно к металлургическому производству, и может найти применение в машиностроении на предприятиях осуществляющих нагрев в печах с закалкой в охлаждающей жидкости, например, крупногабаритных изделий одинарной и двойной кривизны из термически упрочняемых сплавов, в частности на алюминиевой основе. Известно устройство для калибровки термофиксацией деталей из листа, содержащее гибкий элемент и .соединенный с ним нажимной механизм. Калибровка деталей с углом ухвата, большим 180°, осуществляется нажимным механизмом, который выполнен в виде плиты и двух штанг, расположенных по ее концам и шарнирно связанных верхними концами с плитой, а нижними - с гибким элементом Ll.J Однако с помощью такого устройств невозможно производить нагрев в печи и закалку в охлаждаквдей жидкости, например крупногабаритных обшивок Ьвоййой кривизны из листовых материИзвестен бак для закалки листов, содержащий емкость с подающими и сли ными трубопроводами, переливной карман и подающий механизм, причем, с целью предотвращения всплывания листов, бак снабжен направляющими штангами, расположенными параллельно друг другу и закрепленными на Зс мкнутых лентах, смонтированных попарно и с возможностью встречного перемещения с одинаковой скоростью , при этом длина ленты кратна расстоянию между дисками на подающем механизме . Однако с помощью такого бака невозможно закалить листы одинарной или двойной кривизны без изготовления специального устройства. Существующие конструкции корзин для закалки предусматривают заправку тонколистовых крупногабаритных деталей в форму, с жестким их креплением в:зо-; не технологического припуска клиновыми и винтовьми при51симами, а для страхования от самопроизвольного (случайного) выпадания в зоне техп1 1 пусков сверлятся отверстия и деталь с помощью пода учных средств, например проволоки, крепится к форме корзины. -Такая конструкция не обеспечивает высокого качества поверхности детали, а жесткое крепление детали при нагреве из-за большого коэффициента линей ного расширения приводит к образованию
гофррвых складок. тру дно поддаюидахся исправлению или последующей обработке, например штамповке. При опускани нагретой корзины с деталью в бак с жидкостью происходит самопроизвольное ее опрокидывание (непотопляемость), требующее специальных устройств (направляниих) или дополни-, дельного груза. Все это приводит к дополнительным затратам труда и материалов.
Наиболее -близкой по технической сущности к предлагаемой является установка для закалки, содержащая нагревательную печь, закалочный бак, устройство для крепления дета.пи, выполне.нное в виде корзины со сгойками, механизм загрузки, выгрузки и транспортирования деталей Гз.
Однако на этой установке невозможна закалка листов одинарной или двойной кривизны из-за их деформации в печи при высокой температуре нагрева. Кроме того, установка характеризуется увеличенной площадью и объемо закалочного бака по сравнению с площадью и объемом нагревательной печи и неполным использованием объема закалочного бака.
Цель изобретения - повыиение качества термообработки.
Для достижения поставленной цели устройство для крепления детали снабжено укрепленными на стойках ограничителями, соединенной с ними гофрированной лентой и закрепленным в нижней части корзины ножом-балансиром, имеющим возможность регулирования, при этом форма корзины соответствует внутреннему контуру детали.
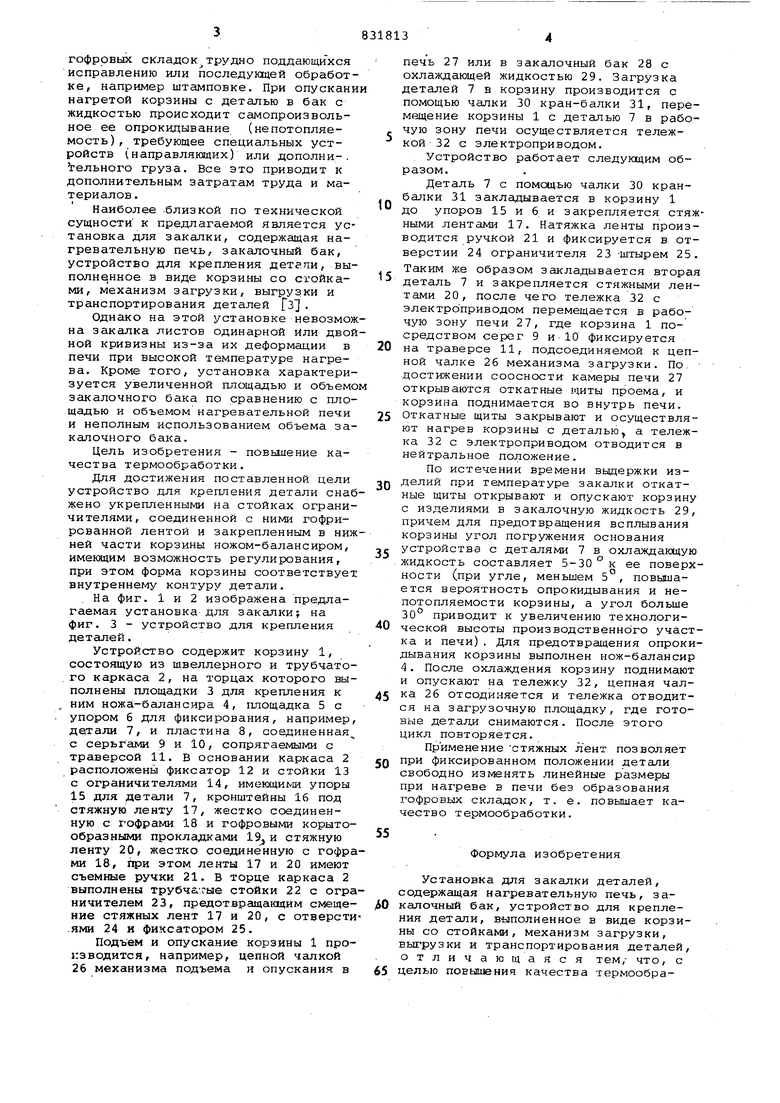
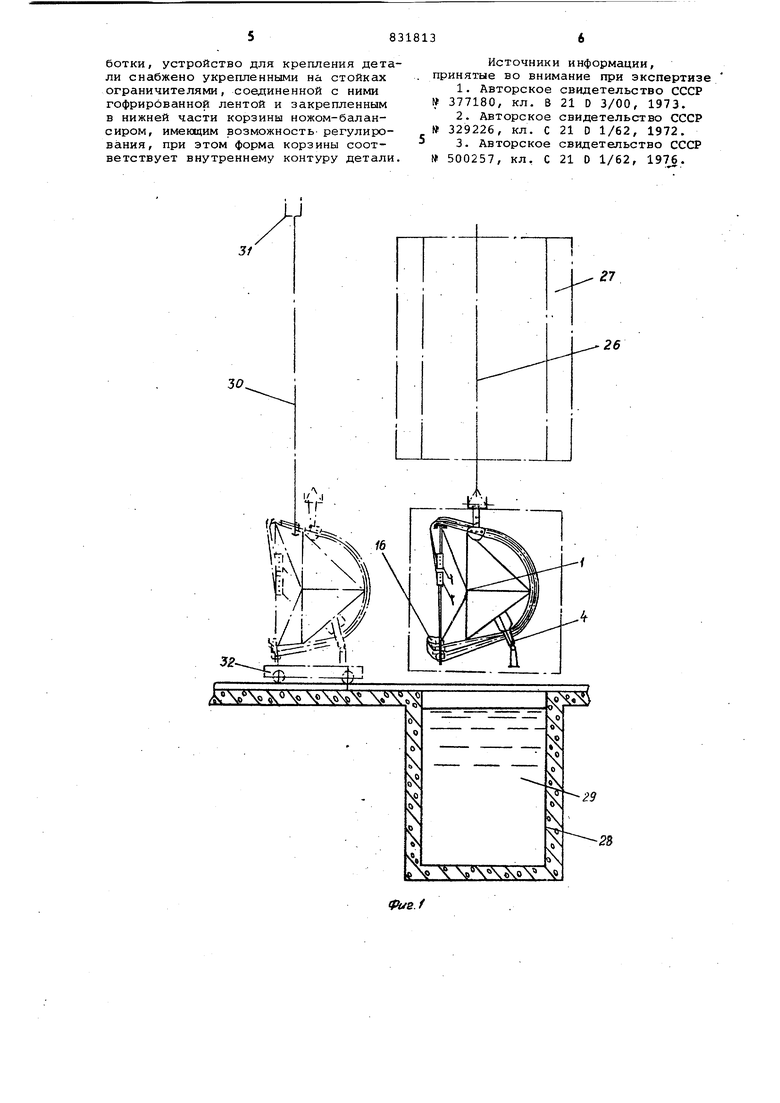
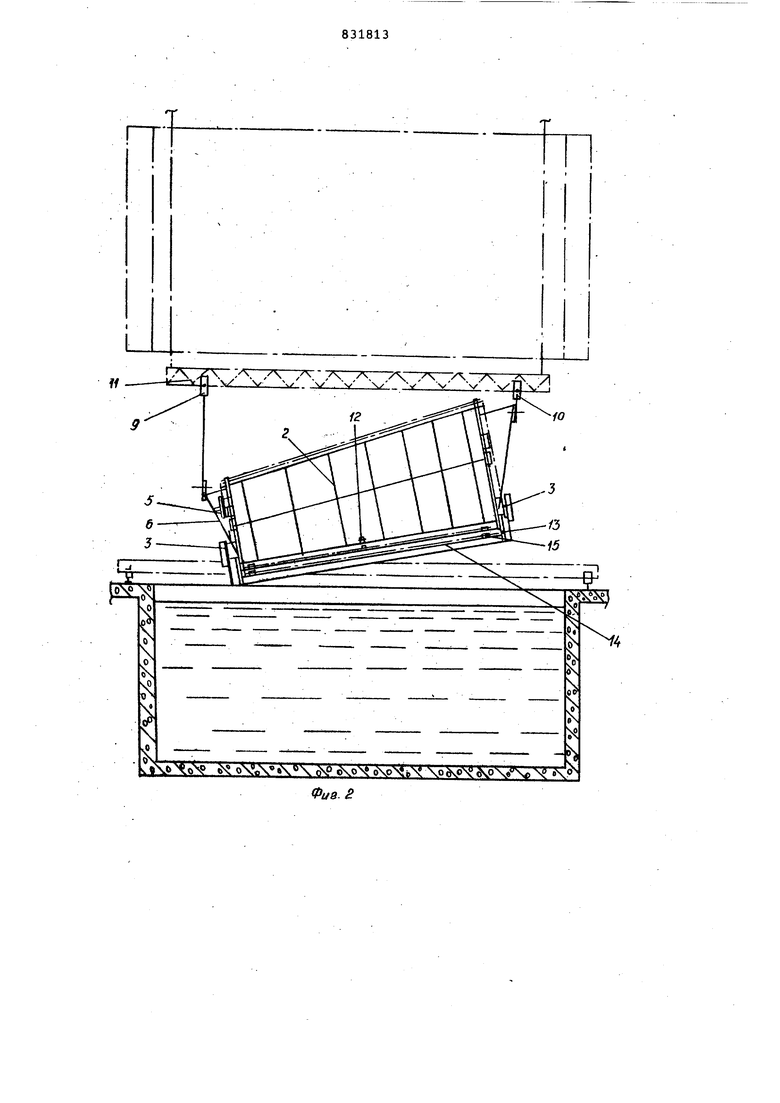
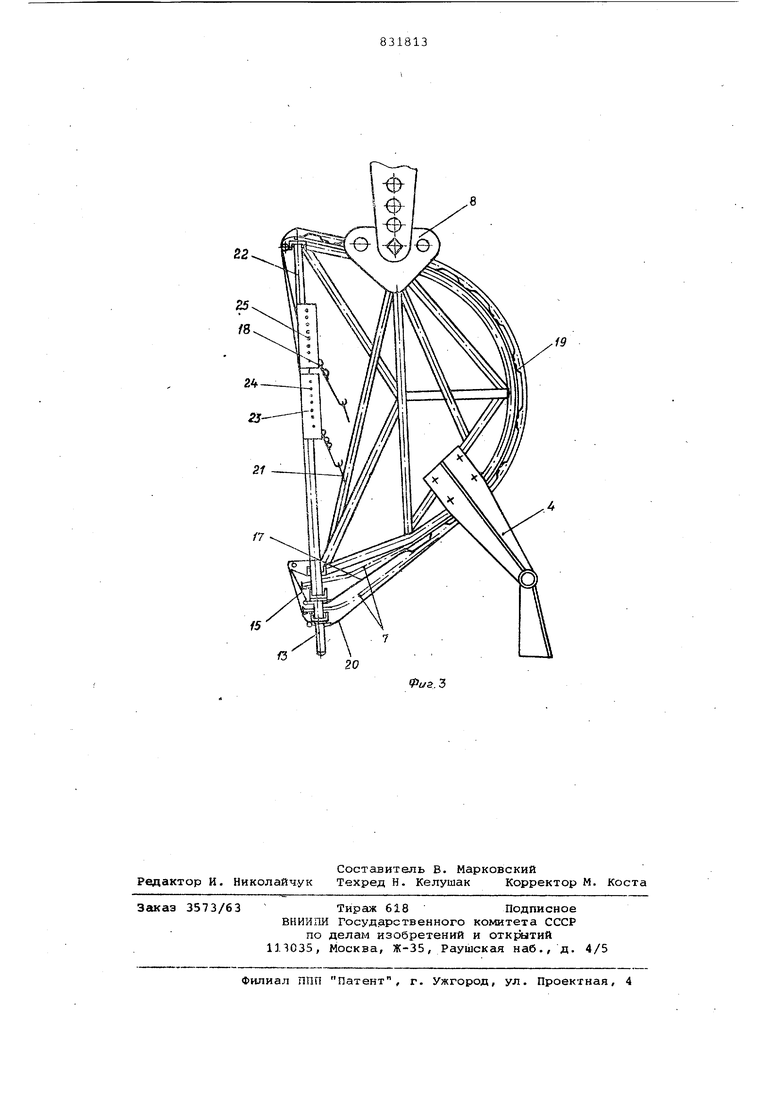
На фиг. 1 и 2 изображена предлагаемая установка для закалкиj на фиг. 3 - устройство для крепления деталей.
Устройство содержит корзину 1, состо)пцую из швеллерного и трубчато, го каркаса 2, на торцах которого выполнены площадки 3 для крепления к ним ножа -балансира 4, площадка 5 с упором б для фиксирования, например, детали 7, и пластина 8, соединенная с серьгами 9 и 10, сопрягаемыми с траверсой 11. В основании каркаса 2 расположены фиксатор 12 и стойки 13 с ограничителями 14, имекадими упоры 15 для детали 7, кронштейны 16 под стяжную ленту 17, жестко соединенную с гофрами 18 и гофровыми корытообразными прокладками 19., и стяжную ленту 20, жестко соединенную с гофрами 18, При этом ленты 17 и 20 имеют съемные ручки 21. В торце каркаса 2 выполнены трубчатые стойки 22 с ограничителем 23, предотвращанвдим смещение стяжных лент 17 и 20, с отверсти.ями 24 и фиксатором 25.
Подъем и опускание корзины 1 производится, например, цепной чалкой 26 механизма подъема и опускания в
печь 27 или в закалочный бак 28 с охлаждающей жидкостью 29. Загрузка деталей 7 в корзину производится с помощью чалки 30 кран-балки 31, перемещение корзины 1 с деталью 7 в рабочую зону печи осуществляется тележкой 32 с электроприводом.
Устройство работает следующим образом.
Деталь 7 с помад.ью чалки 30 кранбалки 31 закладывается в корзину 1 до упоров 15 и 6 и закрепляется стяжными лентами 17. Натяжка ленты производится ручкой 21 и фиксируется в отверстии 24 ограничителя 23 -штырем 25.
Таким же образом закладывается вторая деталь 7 и закрепляется стяжными лентами 20, после чего тележка 32 с электроприводом перемещается в рабочую зону печи 27, где корзина 1 посредством серег 9 и-10 фиксируется на траверсе 11, подсоединяемой к цепной чалке 26 механизма загрузки. По. достижении соосности камеры печи 27 открываются откатные щиты проема, и корзина поднимается во внутрь печи. Откатные щиты закрывают и осуществляют нагрев корзины с деталью а тележка 32 с электроприводом отводится в нейтральное положение.
По истечении времени выдержки изделий при температуре закалки откатные щиты открывают и опускают корзину с изделиями в закалочную жидкость 29, причем для предотвращения всплывания корзины угол погружения основания устройства с деталяг ш 7 в охлаждающую жидкость составляет 5-30 ° к ее поверхности (при угле, меньшем 5°, повышается вероятность опрокидывания и непотопляемости корзины, а угол больше 30° приводит к увеличению технологической высоты производственнбго участка и печи). Для предотвращения опрокидывания корзины выполнен нож-балансир 4. После охлаждения корзину поднимают и опускают на тележку 32, цепная чалка 26 отсодиняется и тележка отводится на загрузочную площадку, где готовые дета.пл снимаются. После этого цикл повторяется.
Применение стяжных лент позволяет при фиксированном положении детали свободно изменять линейные размеры при нагреве в печи без образования гофровых складок, т.. е. повышает качество термообработки.
Формула изобретения
Установка для закалки деталей, содержащая нагревательную печь, закалочный бак, устройство для крепления детали, выполненное в виде корзины со стойками, механизм загрузки, выгрузки и транспортирования деталей, отличающаяся тем,- что, с
целью повышения качества термообработки, устройство для крепления детали снабжено укрепленными на стойках ограничителями, соединенной с ними гофрированной лентой и закрепленным в нижней части корзины ножом-балансиром, имеющим возможность- регулирования, при этом форма корзины соответствует внутреннему контуру детали.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 377180, кл, В 21 D 3/00, 1973.
2.Авторское свидетельство СССР 329226, кл. С 21 D 1/62, 1972.
3.Авторское свидетельство СССР № 500257, кл, С 21 О 1/62, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная электрическая печь | 1981 |
|
SU1046582A1 |
| Устройство для закалки колец | 1978 |
|
SU789598A1 |
| СПОСОБ ОТДЕЛЕНИЯ ДЕТАЛЕЙ ОТ ТВЕРДОГО КАРБЮРИЗАТОРА ПОСЛЕ ЦЕМЕНТАЦИИ ИЛИ ЦИАНИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195374C1 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| Устройство для закалки деталей | 1980 |
|
SU933744A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Установка для закалки гнутого стекла | 1977 |
|
SU684023A1 |
| ВОЗДУХООХЛАДИТЕЛЬНОЕ/ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ВОЗДУШНОГО ОХЛАЖДЕНИЯ/ЗАКАЛКИ | 2009 |
|
RU2511169C2 |
| Установка для закалки деталей | 1978 |
|
SU789595A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
32ХЧ° Ч.
Т
Фив. 8
/5
