(54), УСТРОЙСТВО ДЛЯ СВОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА
В исходном поло5кении базовая деталь 23 (валик) удерживается шибера 24, который находится в крайнем правом положении в питателе 22. Присоединяемая деталь втулка 12 удерживается в питателе 15 упорами 21. Скалка 4 механизма запрессовки находится в крайнем правом положении, а цилиндр 7 в крайнем левом положении.
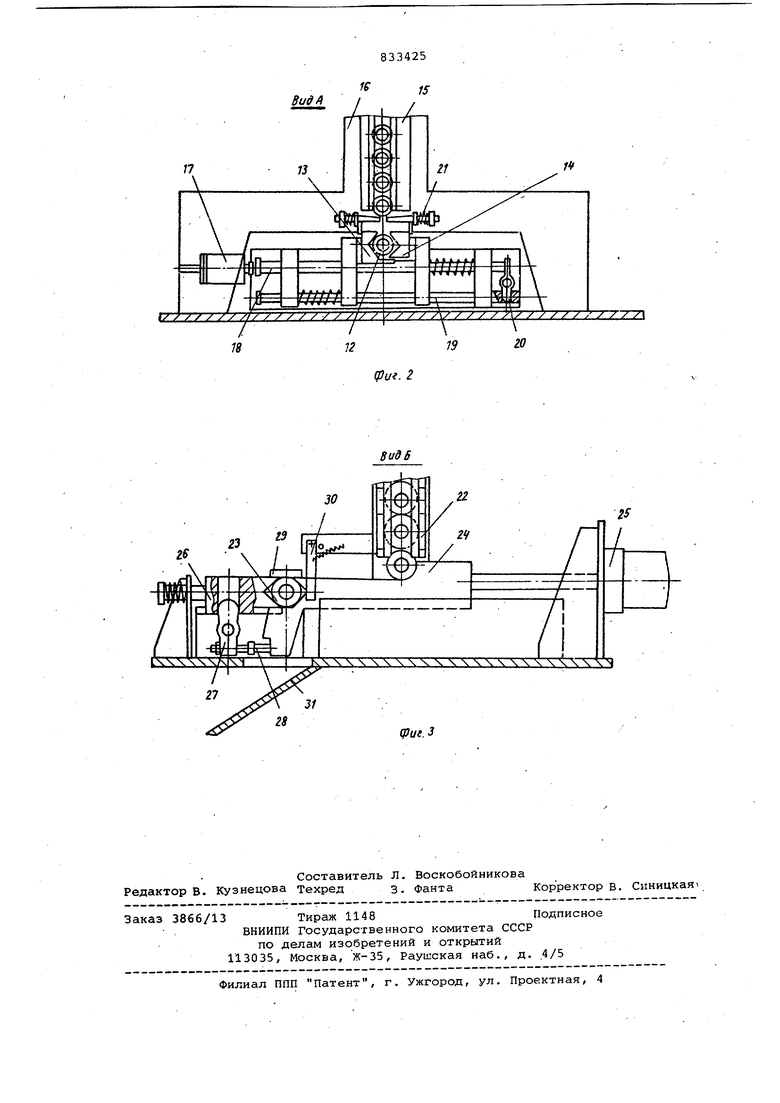
Цикл сборки начинается перемещением шибера 24 с деталью 23 (валиком) влево. Шибер 24 своей выступающей частью давит на регулируемый упор 28, а рычаг 27 перемещает призму 26 вправо и таким образом осуществляется зажатие базовой детали
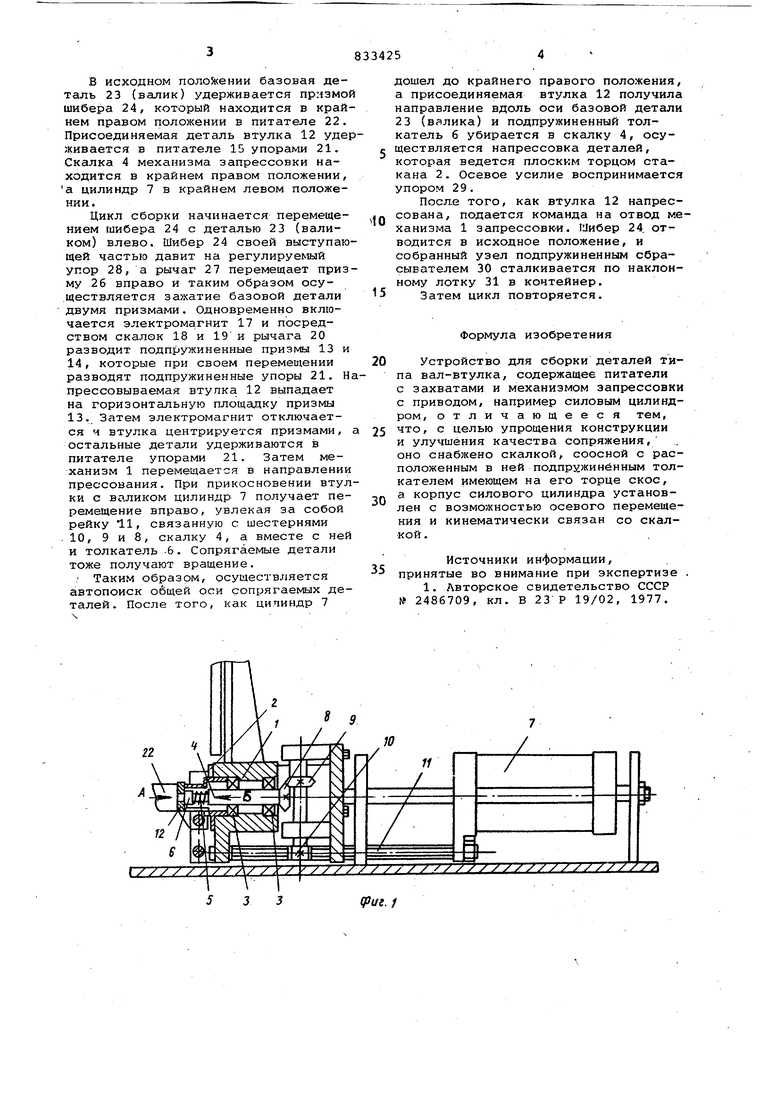
двумя призмами. Одновременно включается электромагнит 17 и посредством скалок 18 и 19 и рычага 20 разводит подпружиненные призмы 13 и 14, которые при своем перемещении разводят подпружиненные упоры 21. Напрессовываемая втупка 12 выпадает на горизонтальную площадку призмы 13. Затем электромагнит отключается ч втулка центрируется призмами, а остальные детали удерживаются в питателе упорами 21. Затем механизм 1 перемещается в направлении прессования. При прикосновении втулки с валиком цилиндр 7 получает перемещение вправо, увлекая за собой рейку 11, связанную с шестернями
10, 9 и 8, скалку 4, а вместе с ней и толкатель -6. Сопрягаемые детали тоже получают вращение.
. Таким образом, осуществляется автопоиск общей оси сопрягаемых деталей. После того, как цилиндр 7
дошел до крайнего правого положения, а присоединяемая втулка 12 получила направление вдоль оси базовой детали 23 (валика) и подпружиненный толкатель 6 убирается в скалку 4, осуществляется напрессовка деталей, которая ведется плоским торцом стакана 2. Осевое усилие воспринимается упором 29.
После того, как втулка 12 напрессована, подается команда на отвод механизма 1 запрессовк и. Шибер 24, отводится в исходное положение, и собранный узел подпружиненным сбрасывателем 30 сталкивается по наклонному лотку 31 в контейнер.
Затем цикл повторяется.
Формула изобретения
Устройство для сборки деталей типа вал-втулка, содержащее питатели с захватами и механизмом запрессовки с приводом, например силовым цилиндром, отличающееся тем, что, с целью упрощения конструкции и улучшения качества сопряжения, оно снабжено скалкой, соосной с расположенным в ней подпружиненным толкателем имеющем на его торце скос, а корпус силового цилиндра установлен с возможностью осевого перемещения и кинематически связан со скалкой .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 2486709, кл. В 23 Р 19/02, 1977.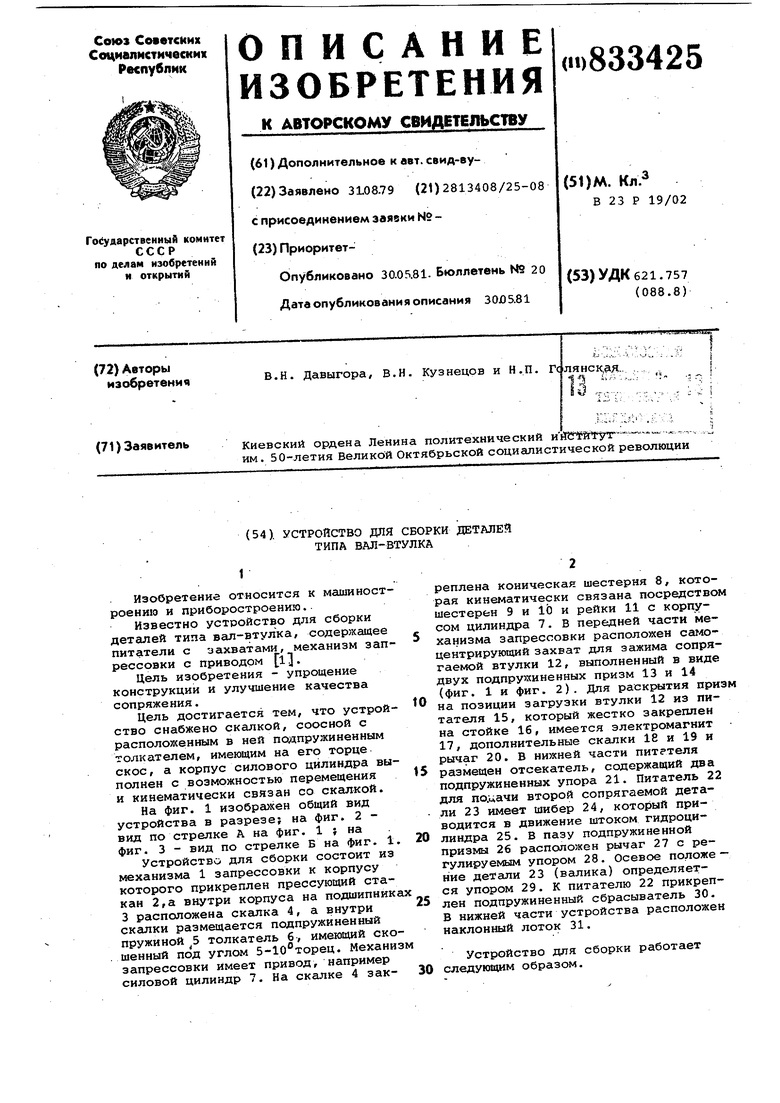
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки деталей типа вал-втулка | 1978 |
|
SU774894A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Устройство для сборки узлов типа "вал-втулка | 1978 |
|
SU766814A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для сборки деталей типа вал-втулка | 1977 |
|
SU703296A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
(P4i.1
