Изобретение относится к машиностроению, а именно к устройствам для кантования изделий при сварке, и может быть использовано в поточных линиях по производству сварных конструкций.
Известен контователь, содержащий подвижные каретки с поворотными цапфами, оснащенными зажимными губками для изделия 1.
Недостатком этого кантователя является то, что могут захватываться плоские изделия только одной длины, так как ход перемещения кареток ограничен. Кроме того, изделие поворачивается под действием собственного веса, а это не обеспечивает точного угла поворота и требует ручного возврата его в исходное положение. Наличие ручного фиксатора не позволяет автоматизировать процесс кантовки.
Наиболее близким техническим решением к изобретению является кантователь, содержащий смонтированные на стойках подъемные каретки, оснащенные поворотными цапфами с С-образными кронштейнами, на одной из полок которого закреплена опора для изделия, а на другой установлен прижим для изделия {2.
Однако в известном кантователе для зажима изделия применяется индивидуальный привод с системой его управления, а
зажим и поворот изделия производятся раздельно, что снижает производительность и усложняет конструкцию.
Целью изобретения является повышение производительности и упрощение конструкции путем обеспечения автоматического зажима изделия.
Для этого на стойках закреплены упоры, на полке С-образного кронщтейна, оснащенной опорой для изделия, смонтирован упорный рычаг, взаимодействующий с соответствующим ему упором, а на полке с прижимом для изделия установлен двуплечий рычаг, одно из плеч которого соединено с прижимом, а другое связано с упорным рычагом.
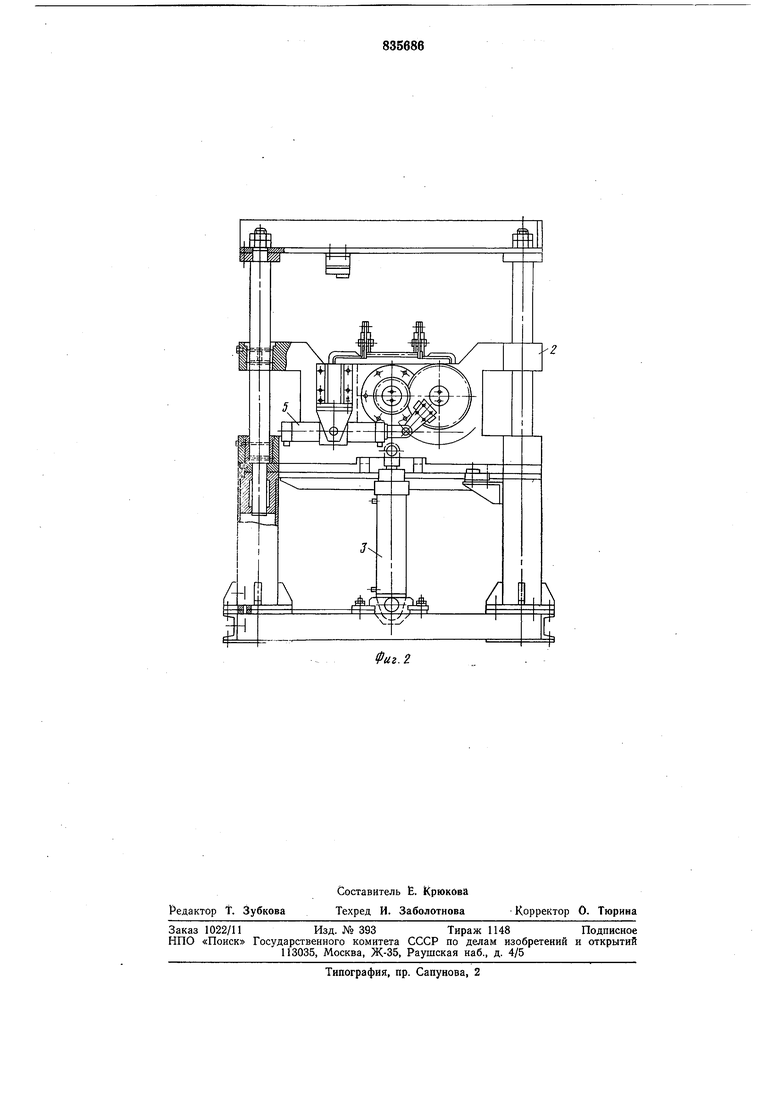
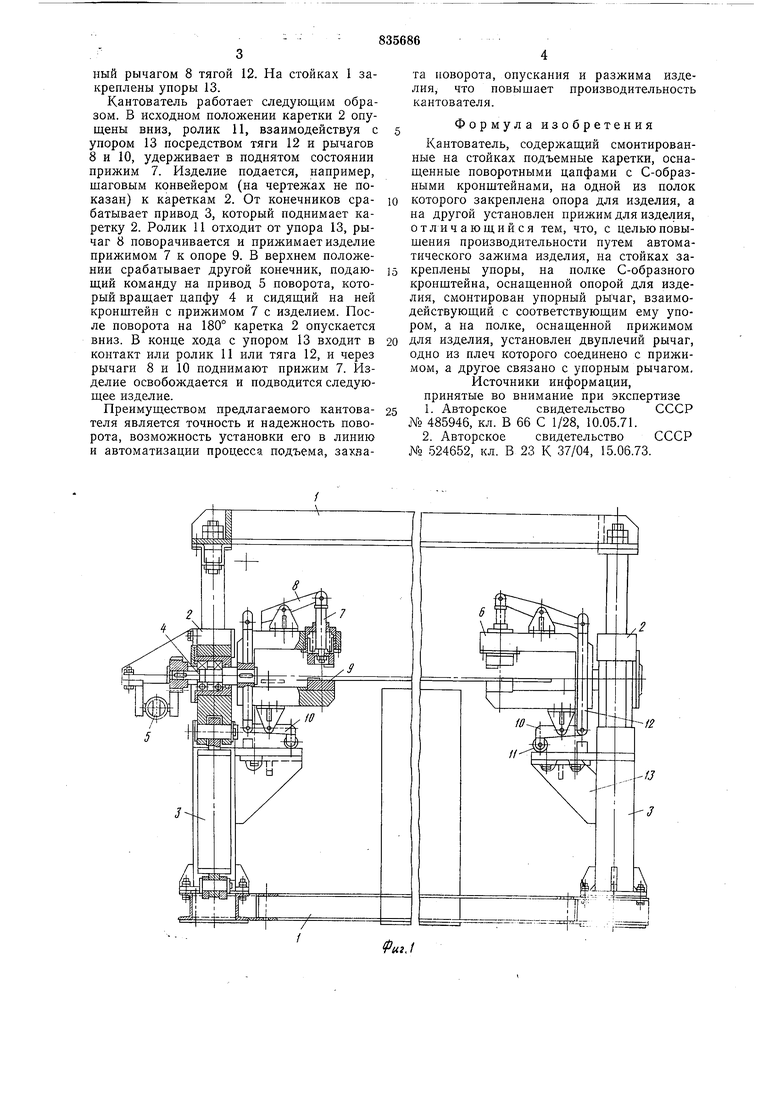
На фиг. 1 изображен кантователь; на фиг. 2 - то же, вид сбоку.
Кантователь содержит две Н-образные стойки 1, на каждой из которых установлена каретка 2 и привод 3 ее подъема. Каждая каретка 2 снабжена цапфой 4 и приводом 5 ее поворота. На цапфе 4 закреплен С-образный кронщтейн 6, на одной из полок которого установлен прижим 7 для изделия и соединенный с ним двуплечий рычаг 8, а на другой полке закреплена опора 9 для изделия и упорный рычаг 10, оснащенный роликом 11 и связанный рычагом 8 тягой 12. На стойках 1 закреплены упоры 13.
Кантователь работает следующим образом. В исходном положении каретки 2 опущены вниз, ролик 11, взаимодействуя с упором 13 посредством тяги 12 и рычагов 8 и 10, удерживает в поднятом состоянии прижим 7. Изделие подается, например, шаговым конвейером (на чертежах не показан) к кареткам 2. От конечников ерабатывает привод 3, который поднимает каретку 2. Ролик 11 отходит от упора 13, рычаг 8 поворачивается и прижимает изделие прижимом 7 к опоре 9. В верхнем положении срабатывает другой конечник, подающий команду на привод 5 поворота, который вращает цапфу 4 и сидящий на ней кронштейн с прижимом 7 с изделием. После поворота на 180° каретка 2 опускается вниз. В конце хода с упором 13 входит в контакт или ролик И или тяга 12, и через рычаги 8 и 10 поднимают прижим 7. Изделие освобождается и подводится следующее изделие.
Преимуществом предлагаемого кантователя является точность и надежность поворота, возможность установки его в линию и автоматизации процесса подъема, захяата поворота, опускания и разжима изделия, что повышает производительность кантователя.
Формула изобретения
Кантователь, содержащий смонтированные на стойках подъемные каретки, оснащенные поворотными цапфами с С-образными кронштейнами, на одной из полок которого закреплена опора для изделия, а на другой установлен прижим для изделия, отличающийся тем, что, с целью повышения производительности путем автоматического зажима изделия, на стойках закреплены упоры, на полке С-образного кронштейна, оснащенной опорой для изделия, смонтирован упорный рычаг, взаимодействующий с соответствующим ему упором, а на полке, оснащенной прижимом для изделия, установлен двуплечий рычаг, одно из плеч которого соединено с прижимом, а другое связано с упорным рычагом. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 485946, кл. В 66 С 1/28, 10.05.71.
2.Авторское свидетельство СССР № 524652, кл. В 23 К 37/04, 15.06.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для сборки и сварки продольных стыков цилиндрических изделий | 1978 |
|
SU747671A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |