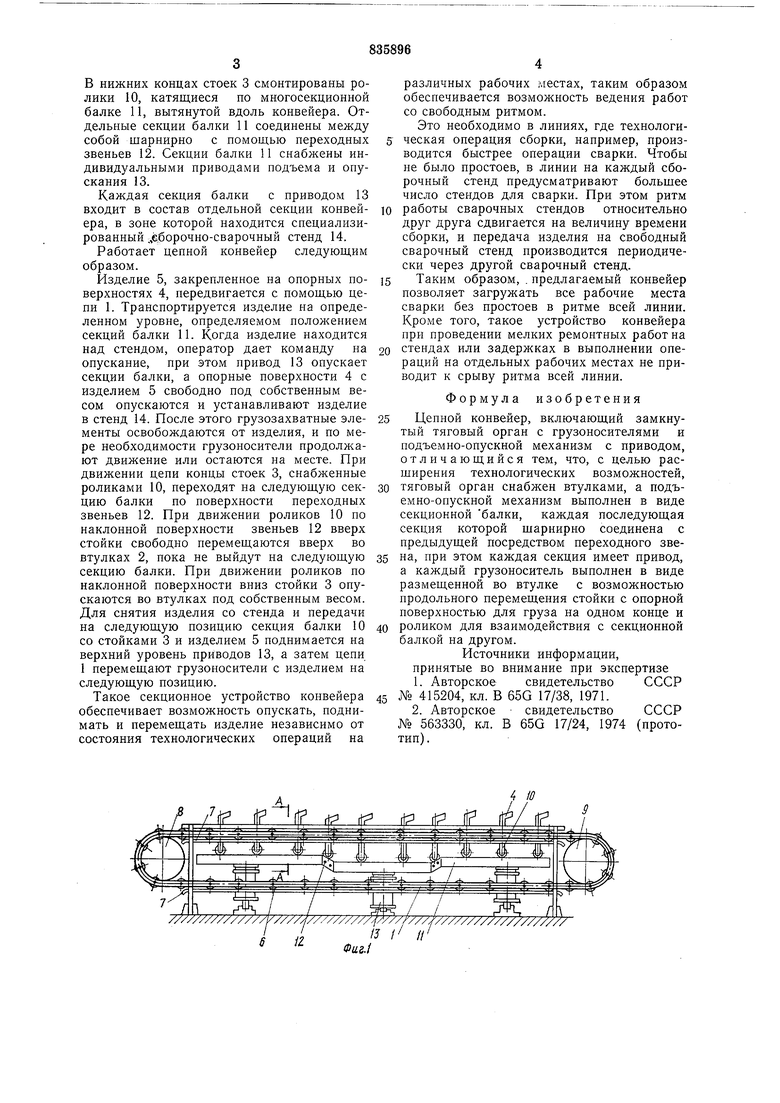
В нижних концах стоек 3 смонтированы ролики 10, катящиеся по многосекционной балке 11, вытянутой вдоль конвейера. Отдельные секции балки 11 соединены между собой шарнирно с помощью переходных звеньев 12. Секции балки 11 снабжены индивидуальными приводами подъема и опускания 13.
Каждая секция балки с приводом 13 входит в состав отдельной секции конвейера, в зоне которой находится специализированный Дборочно-сварочный стенд 14.
Работает цепной конвейер следующим образом.
Изделие 5, закрепленное на опорных поверхностях 4, передвигается с помощью цепи 1. Транспортируется изделие на определенном уровне, определяемом положением секций балки 11. Когда изделие находится над стендом, оператор дает команду па опускание, при этом привод 13 опускает секции балки, а опорные поверхности 4 с изделием 5 свободно под собственным весом опускаются и устанавливают изделие в стенд 14. После этого грузозахватные элементы освобождаются от изделия, и по мере необходимости грузоносители продолжают движение или остаются на месте. При движении цепи концы стоек 3, снабженные роликами 10, переходят на следующую секцию балки по поверхности переходных звеньев 12. При движении роликов 10 по наклонной поверхности звеньев 12 вверх стойки свободно перемещаются вверх во втулках 2, пока не выйдут на следующую секцию балки. При движении роликов по наклонной поверхности вниз стойки 3 опускаются во втулках под собственным весом. Для снятия изделия со стенда и передачи на следующую позицию секция балки 10 со стойками 3 и изделием 5 поднимается на верхний уровень приводов 13, а затем цепи 1 перемещают грузопосители с изделием на следующую позицию.
Такое секционное устройство конвейера обеспечивает возможность опускать, поднимать и перемещать изделие независимо от состояния технологических операций на
различных рабочих местах, таким образом обеспечивается возможность ведения работ со свободным ритмом.
Это необходимо в линиях, где технологическая операция сборки, например, производится быстрее операции сварки. Чтобы не было нростоев, в линии на каждый сборочный стенд предусматривают большее число стендов для сварки. При этом ритм
работы сварочных стендов относительно друг друга сдвигается на величину времени сборки, и передача изделия на свободный сварочный стенд производится периодически через другой сварочный стенд.
Таким образом, . предлагаемый конвейер позволяет загружать все рабочие места сварки без простоев в ритме всей линии. Кроме того, такое устройство конвейера при проведении мелких ремонтных работ на
стендах или задержках в выполнении операций на отдельных рабочих местах не приводит к срыву ритма всей линии.
Формула изобретения
Цепной конвейер, включающий замкнутый тяговый орган с грузоносителями и подъемно-опускной механизм с приводом, отличающийся тем, что, с целью расширения технологических возможностей,
тяговый орган снабжен втулками, а подъемно-опускной механизм выполнен в виде секционной балки, каждая последующая секция которой шарнирно соединена с предыдущей посредством переходного звена, при этом каждая секция имеет привод, а каждый грузоноситель выполнен в виде размещенной во втулке с возможностью продольного перемещения стойки с опорной поверхностью для груза на одном конце и
роликом для взаимодействия с секционной балкой на другом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 415204, кл. В 65G 17/38, 1971.
2.Авторское свидетельство СССР № 563330, кл. В 65G 17/24, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Устройство для сборки и сварки полувагонов | 1982 |
|
SU1276473A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Устройство для кантовки и продольного перемещения металлоконструкций при сборке и сварке | 1976 |
|
SU649534A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
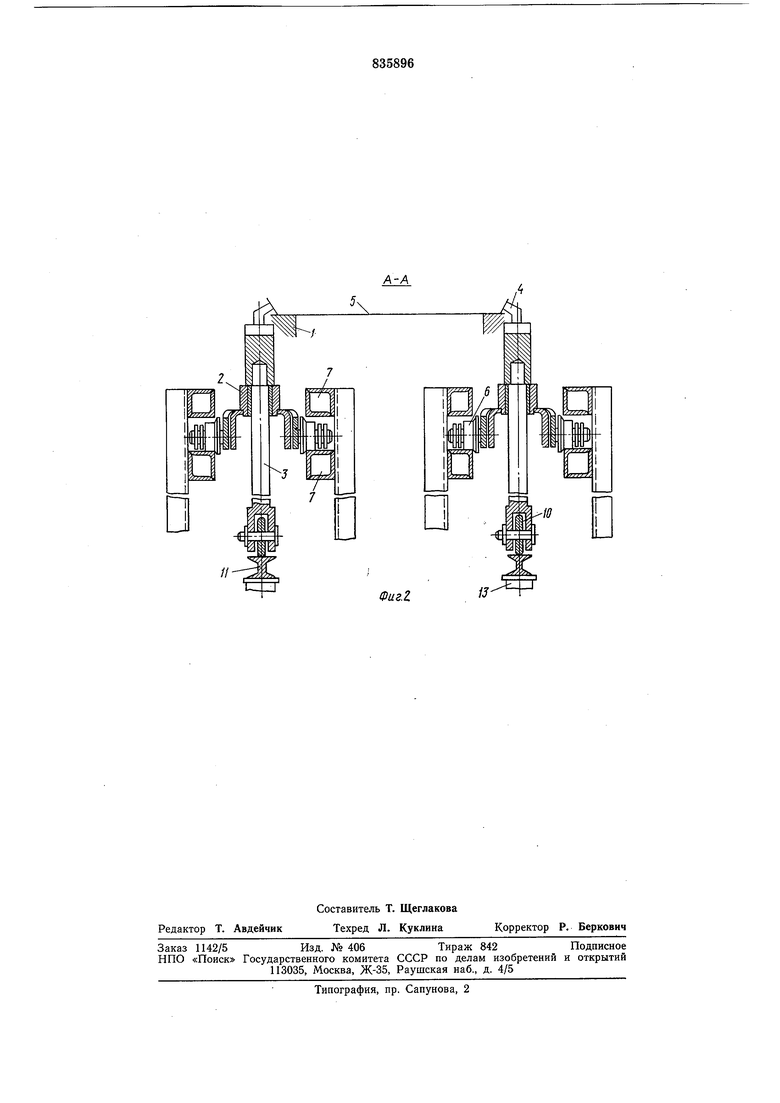
А-А
Фиг.2.
