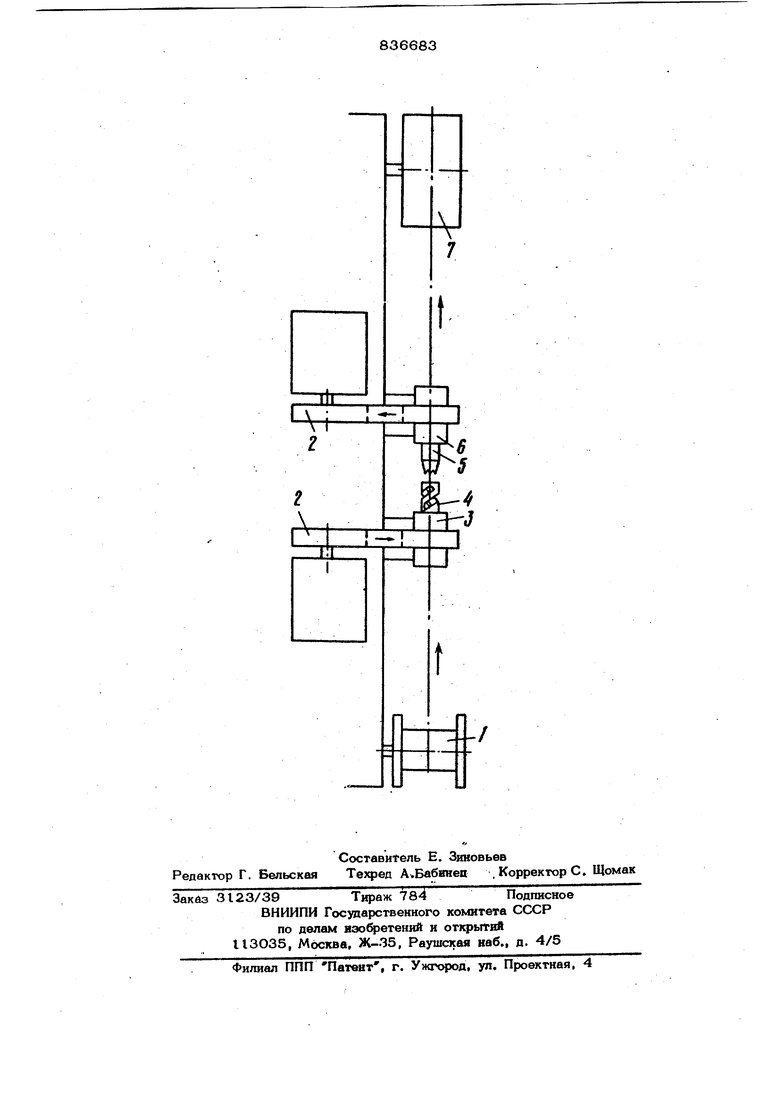
(5-4) УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ кабелей, содержащее врашаюшийся режущий инструмент со сквозным отверсгк&л, выполненным по оси вращения и соответствующим диаметру обрабатываемой заготовки, снабжено дополнительным вращающимся режущим инструменто оба инструмента установлены с возможностью вращения в противоположных относителыю друг друга направлениях и расположены соосно друг другу на расстоянии, равном половине диаметра скво ного . отверстия. На чертеже показано предлагаемое устройство. Заготовка радиочастотного кабеля с отдатчика I поступает в устройство для калибровки 2, проходит через привод 3 режущего инструмента 4, обрабатывается режущим инструментами 4 и 5 и дальше через привод 6 режущего инструмента 5 поступает на тяговое устройство 7. У каждого режущего инст румента приводы индивидуальные, позволяющие вращать фрезы в противополож ном направлении. Компенсация закручивающего момент на обрабатываемой заготовке достигает подбором соответствующих диаметров ре жущих инструментов и угловых скоросте их вращения: Qi где (Л} и UJ2 - скорости вращения ни него и верхнего инст рументов соответственно, об/мин; - соответственно радиусы фрез нижнего ,ферхнего инструментов, мм, Расстояние между режущими инструментами вибирается равным 0,5 диаметра заготовки, что позволяет компенсировать закручивающий момент без нарущения целостности обрабатываемой заготовки. Обрабатывалась заготовка кабеля ма ки РК 5О-3-22 с изоляцией из фторо DinacTa - 4Д диаметром 3,05 мм. Заготовка пропускалась через вращаюиеся фрезы с диаметрами 2 R - 3,О мм 2 Ra - 2,95 мм с линейной скоростью 1,5 м/мин, при этом толщина снимаемого слоя составляла 0,10 мм. Угловая скорость нижней фрезы при заданной Ш/2. 5ООО об/мин выбиралась равной (1,475)5000 4850 об/мин. (1,500) 2. Применение предлагаемого устройства позволяет с высокой точностью обрабатывать заготовки миниатюрных кабелей, при этом достигается стабильность -диаметра не менее 0,01 мм и исключается образование эксцентриситета проводников. Регулярность диаметра по .изоляции миниатюрного радиочастотного кабеля в 0,О1 мм значительно улучшает его электрические характеристики. Формула изобретения Устройство для механической обработки длинномерных пластмассовых изделий, например изоляции радиочастотных кабелей, содержащее вращающийся режущий инструмент со сквозным отверстием, выполненным по оси вращения и соответствующим диаметру обрабатываемой заготовки, отличающееся тем, что, с целью улучшения качества обработки путем устранения закручивания заготовки в процессе обработки, оно снабжено дополнительным вращающимся режущим инструментом, оба инструмента установлены с возможностью вращения в противоположных относительно друг друга направлениях и расположены соосно друг другу на расстоянии, равном половине диаметра cKB03tforo отверстия. Источники информации, пр1шятые во внимание при экспертизу 1,Патент Великобритании N 11О7253, кл. Hi А. 1956. 2,Патент ФРГ N9 1515854, кл. 21 С 7/ОЗ, 1972, 3,Авторское свидетельство СССР № 530800, кл, В 29 С 17/12, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки глухих отверстий | 1988 |
|
SU1563855A1 |
| Способ растачивания глубоких отверстий | 1985 |
|
SU1346349A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| Способ выбора тангенциальной пода-чи дЕТАли пРи фРЕзЕРОВАНии СфЕРичЕСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU812447A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ измерения износа режущего инструмента при обработке цилиндрических деталей | 1990 |
|
SU1725100A1 |
| Способ лезвийной обработки валов с профилем "равноосный контур | 1983 |
|
SU1126375A1 |
| Устройство для давильной обработки | 1978 |
|
SU837479A1 |
| Устройство для калибрования древесностружечных плит | 1976 |
|
SU601159A1 |