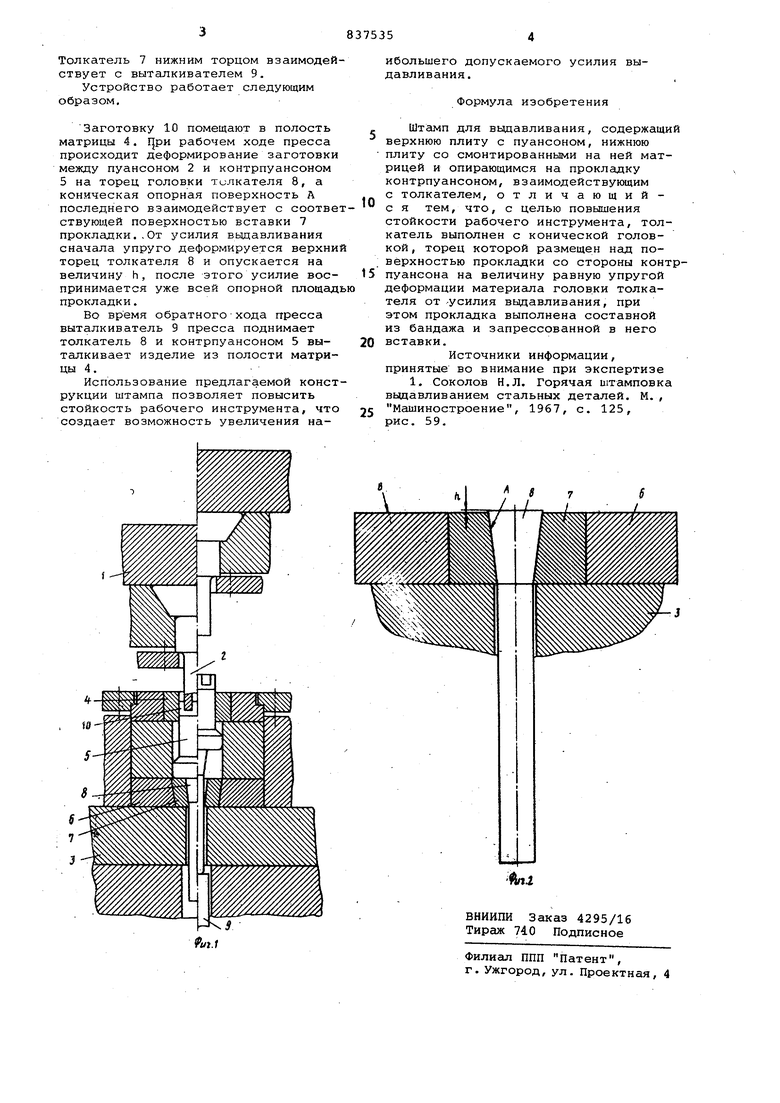
Изобретение относится к обработке металлов давлением, а именно к конст рукциям штампов для вьщавливания. Известен штамп для выдавливания, содержащий верхнюю плиту с пуансоном нижнюю плиту со смонтированными на ней матрицей и опирающимся на прокладку контрпуансоном, взаимодейству щим с толкателем fl. Недостатком этого штампа является наличие гнезда для размещения головки толкателя, не воспринимающей усит лия вьщавливания, которое уменьшает плсяцёщь опорной поверхности контрпуансона и создает неблагоприятные условия для распределения внутренних напряжений в материгше контрпуансот на, что ведет в конечном счете, к его разрушению и ограничивает максимальное допустимое усилие вьадавливания. . Цель изобретения - -повЕЛшение стой кости рабочего инструмента. Указанная цель достигается тем, что в штампе для вьвдавливания, содержащем верхнюю плиту с пуансоном, нижнюю плиту со смонтированными на ней матрицей и опирающимся на прокладку контрпуансоном, взаимодействующим с толкателем, толкатель выполнен с конической головкой, торец которой размещен над поверхностью прокладки со стороны контрпуансона на величину равную упругой деформации материала головки толкателя от усилия вьщавливания, при этом прокладка выполнена составной из бандажа и запрессованной в него вставки. фиг. 1 изображен штс1М для выдавливания, разрез; на фиг. 2 - положение толкателя относительно проклад- ки без приложения усилия выдавливания. Штамп для вьщавливания содержит верхнюю плиту 1 с пуансоне 2, нижнюю плиту 3 со смонтирбванными на неИ м 1трицей 4 и контрпуансоном 5, опиракйщмся на прокладку.. Прокладка выполнена составной из бандажа 6 и впрессовёшной в него закаленной вставки 7. В проклёодке установлен толкатель 8 с конической головкой, поверхность А которой пригнана к соответствующей поверхности вставки 7 прокладки так, чтобы торец ее находился Bbiziie поверхности В прокладки на величину h равную величине упругой деформации материала головки толкателя от усилия вьедавливания.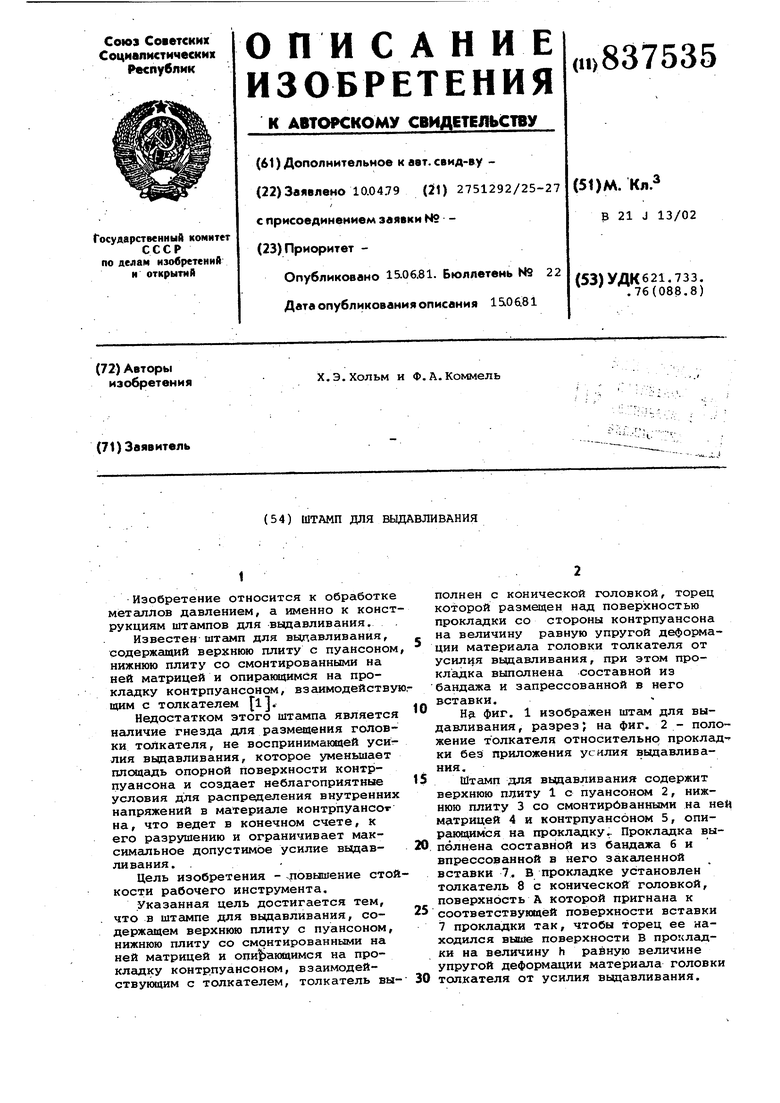
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| Штамп для радиального выдавливания | 1987 |
|
SU1489915A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для выдавливания | 1988 |
|
SU1593775A1 |
