ные пазы, а устройство снабжено размещенными в указанных пазах и шарнирно закрепленными в стакане крючками, име10 дими возможность взаимодействия с внутренним торцом гильзы и с кулачком, при этом стакан жестко соединен со шпинделем.
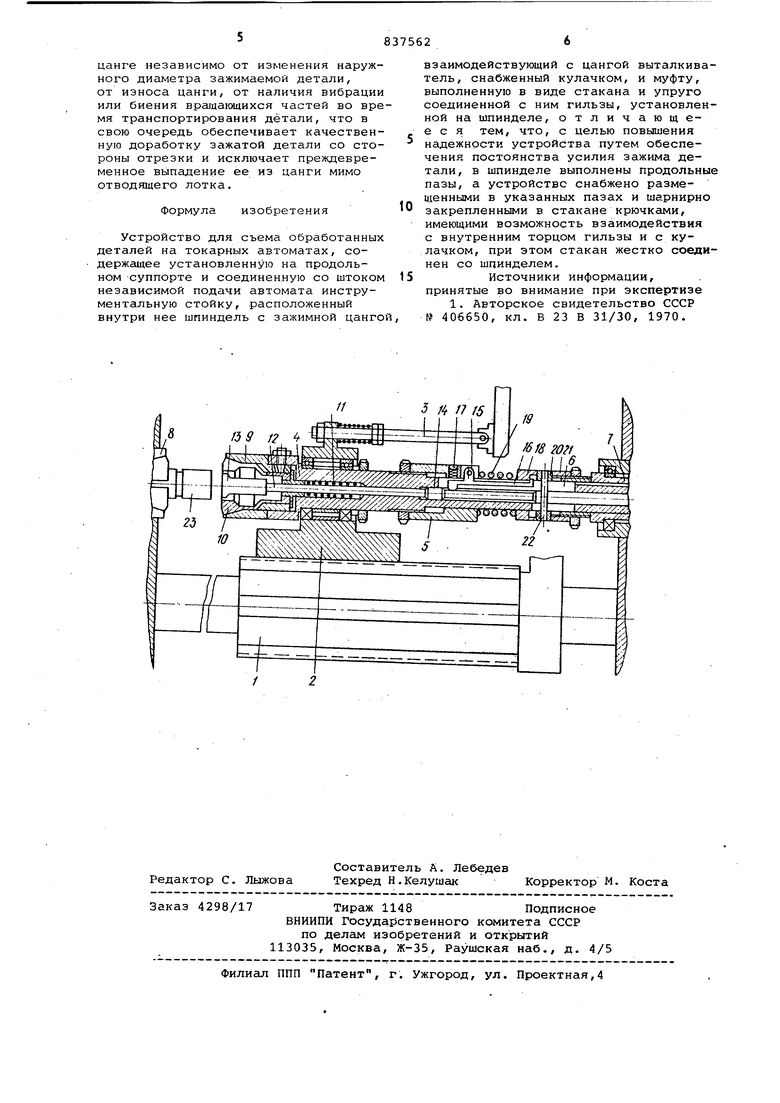
На чертен е схематически представлено предложенное .устройство.
На продольном суппорте 1 автомата установлена инструментальная стойка 2 с возможностью возвратно-поступательнрго перемещения по направляющим продольного суппорта от привода независимой подачи автомата, в стойке 2 подвижно установлен шпиндель 4, жестко соединенный со стаканом 5.
Шпиндель 4 имеет в серединепродольные прорези 6 и кинематически связан с помощью шлицевого соединени с неподвижным в осевом направлении ведущим валом 7, который сообщает шпинделю 4 вршдение, синхронное с вращением шпинделя 8 автомата и направленное в ту же сторону. На конце шпинделя 4 закреплена насадка 9, имеющая внутренний конус, в котором установлена зажимная цанга 10, постоянно нагруженная выталкивающим усилием 11.
Внутри шпинделя 4 свободно установлен выталкиватель 12 деталей. На одном конце выталкивателя 12 имеется пята 13 для выталкивания деталей из 10, в середине установлен кулачок 14, а на другом конце - жесткий упор (на чертеже не показан), контактирующий с торцом неподвижного в осевом направлении вала 7.
В продольных пазах стакана 5 с помощью осей 15 шарнирно установлены крючки 16, находящиеся в продольном пазу 6 шпинделя 4 и выполненные в виде двуплечего рычага, короткое плечо которого подпружинено пружиной 17, а длинное контактирует имеющимся на его конце зубом с внутренним торцом гильзы 18, которая удерживает в сжатом состоянии установленную на шпинделе 4 между нею и стаканом 5 пружину 19 и упирается в кольцо 20. Кольцо 20 контактирует с торцом регулируемойос 1 омощью резьбового соединения составной втулки 21, второй торец которой упирается в торец вала 7 и жестко соединен посредством, ш:тифта 22 через прорезь шпинделя 4 ,с выталкивателем 12.
В шпинделе В автомата зажат.пруток, на конце которого еще не отрезана снимаемая деталь 23.
Устройство работает следующим образом.
От привода 3 независимой подачи автомата инструментальная стойка 2, а следовательно, и все устройство получают поступательное движение по направляющим продольного суппорта 1 в сторону обрабатываемой детали 23
Выталкиватель 12, подойдя к детали 23, останавливается, взаимодействуя жестким упором с торцом неподвижного в осевом направлении вала 7. анга 10 продолжает движение к детали 23 и ее рабочая поверхность оказываетс.я под наружной поверхностью сниаемой детали 23. Далее цанга 10 упирается своим внутренним торцом в Торец пяты 13 и останавливается.
Шпиндель 4, продолжая движение, деформирует лепестки цанги 10 в радиальном направлении и зажимает деталь. Одновременно кулачок 14 выталкивателя 12 поворачивает крючки 16 на осях 15, сжимая пружину 17. Длинное плечо каждого крючка 16 утопает в пазу шпинделя 4 и освобождает гильзу 18, которая нагружает усилием пружины 19 втулку 20 и жестко связанный с ней выталкиватель 12. В результате торец пяты 13 выталкивателя 12 дополнительно нажимает на внутренний торец цанги 10 усилием пружины 19, обеспечивая осевое поджатие цанги внутрь конуса шпинделя. После этого движение инструментальной стойки 2 в сторону детали прекращается и производится отрезка детали. Момент.соскакивания гильзы 18 с крючка 16 регулируется положением стакана 5 на шпинделе 4 путем свинчивания его по резьбе.
После отрезки детали стойка 2 получает от привода 3 обратное поступательное движение. При этом устройство транспортирует снятую деталь 23 на заданное расстояние, обеспечивая надежно.е поджатие цанги 10 независимо от колебаний диаметров зажимаемых деталей и от износа цанги. Место выгрузки детали из устройства устанавливается настройкой необходимой длины составной втулки 21, которая упирается в торец вала 7 и останавливается..Далее во втулку 21 упирается втулка 20 и останавливает жестко связанный с. ней выталкиватель 12. Остальные детали устройства продолжают перемещаться в сторону вала 7. В результате перемещения шпинделя 4 относительно выталкивателя 12 происходит вьаталкивание детали из цанги 10, которая раскрывается под действием своей пружины 11.
Одновременно с выталкиванием детали происходит подготовка устройства к следующему циклу. При этом втулка 20 через гильзу 18 сжимает пружину 19 до тех пор, пока крючки 16 своими зубьями не заскочат за торец гильзы 18.
Таким образом, деталь удалена из устройства в заданное место, пружина 19 сжата, и устройство подготовлено к следующему циклу.
Технико-экономический эффект изобретения заключается в обеспечении постоянства усилия зажима детали в цанге независимо от изменения наружного диаметра зажимаемой детали, от износа цанги, от наличия вибрации или биения враадакнцихся частей во вре мя транспортирования детали, что в свою очередь обеспечивает качественную доработку зажатой детали со стороны отрезки и исключает преждевременное выпадение ее из цанги мимо отводящего лотка. формула изобретения Устройство для съема обработанных деталей на токарных автоматах, со. держащее установленную на продольном суппорте и соединенную со штоком независимой подачи автомата инструментальную СТОЙКУ, ,„ внутри нее шпиндель с зажимной цанг взаимодействующий с цангой выталкиватель, снабженный кулачком, и муфту, выполненную в виде стакана и УПРУГО соединенной с ним гильзы, установленной на шпинделе, отличаю щ ее с я тем, что, с целью повышения надежности устройства путем обеспечения постоянства усилия зажима детали, в шпинделе выполнены продольные пазы, а устройстве снабжено размещенн и в указанных пазах и шарнирно закрепленными в стакане крючками, имеющими возможность взаимодействия с внутренним торцом гильзы и с кулачком, при этом стакан жестко соединен со шпинделем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство CCCf Г 406650, кл. В 23 В 31/30, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема и обработки деталей со стороны отрезки на токарных автоматах | 1982 |
|
SU1042892A1 |
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ СО СТОРОНЫ ОТРЕЗКИ НА ТОКАРНЫХ АВТОМАТАХ | 1973 |
|
SU406650A1 |
| Устройство для поддержки втулок с эксцентричным отверстием при отрезке | 1989 |
|
SU1703264A1 |
| Устройство для съема и обработки заготовок со стороны отрезки на токарных автоматах | 1985 |
|
SU1284707A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Цанговый патрон | 1990 |
|
SU1787700A1 |
| Многопозиционный автооператор | 1988 |
|
SU1683969A1 |
| Цанговый патрон | 1984 |
|
SU1220873A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
