(54) ШАГОВЫЙ КОНВЕЙЕР

| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1977 |
|
SU738864A1 |
| Шаговый конвейер | 1986 |
|
SU1393720A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Шаговый конвейер | 1982 |
|
SU1082712A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| Шаговый конвейер для транспортирования изделий типа тел вращения | 1985 |
|
SU1305083A1 |
| Вертикально-замкнутый конвейер пульсирующего типа | 1983 |
|
SU1137027A1 |
| Комплекс для автоматической штамповки деталей из ленточного материала | 1985 |
|
SU1329873A1 |
| Устройство для захвата и подачи в зону обработки объемного изделия | 1982 |
|
SU1094606A1 |
| Устройство для шагового перемещения спутников | 1985 |
|
SU1305085A1 |
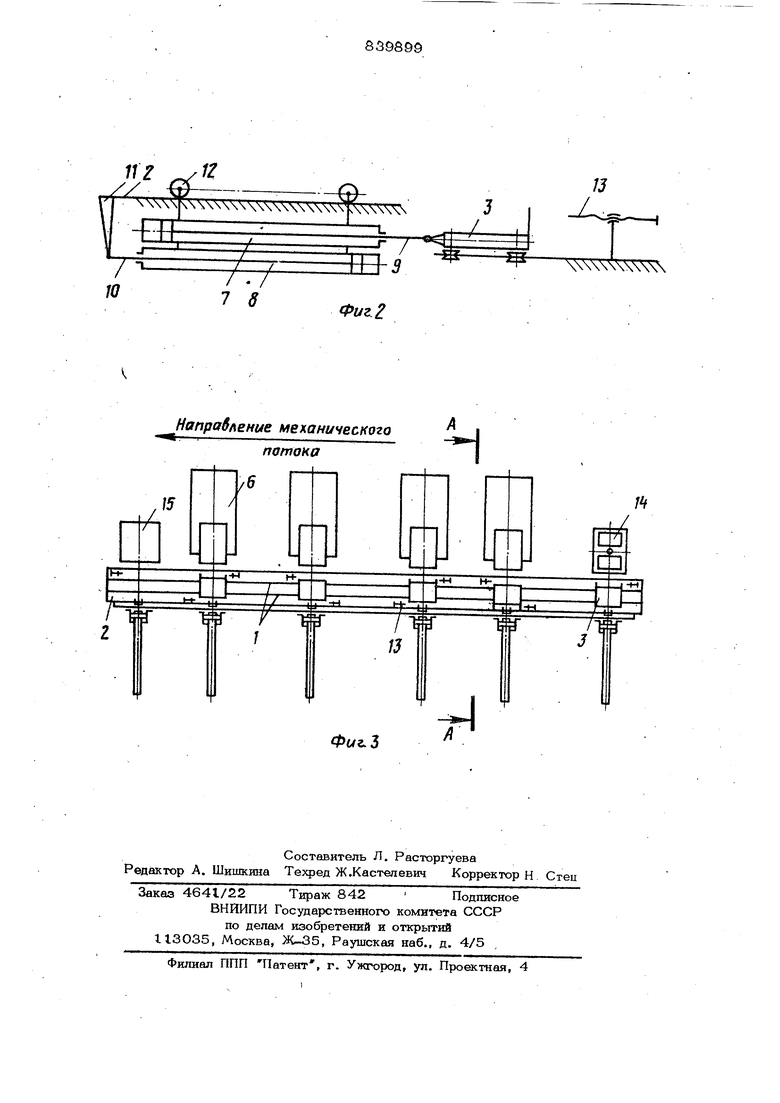
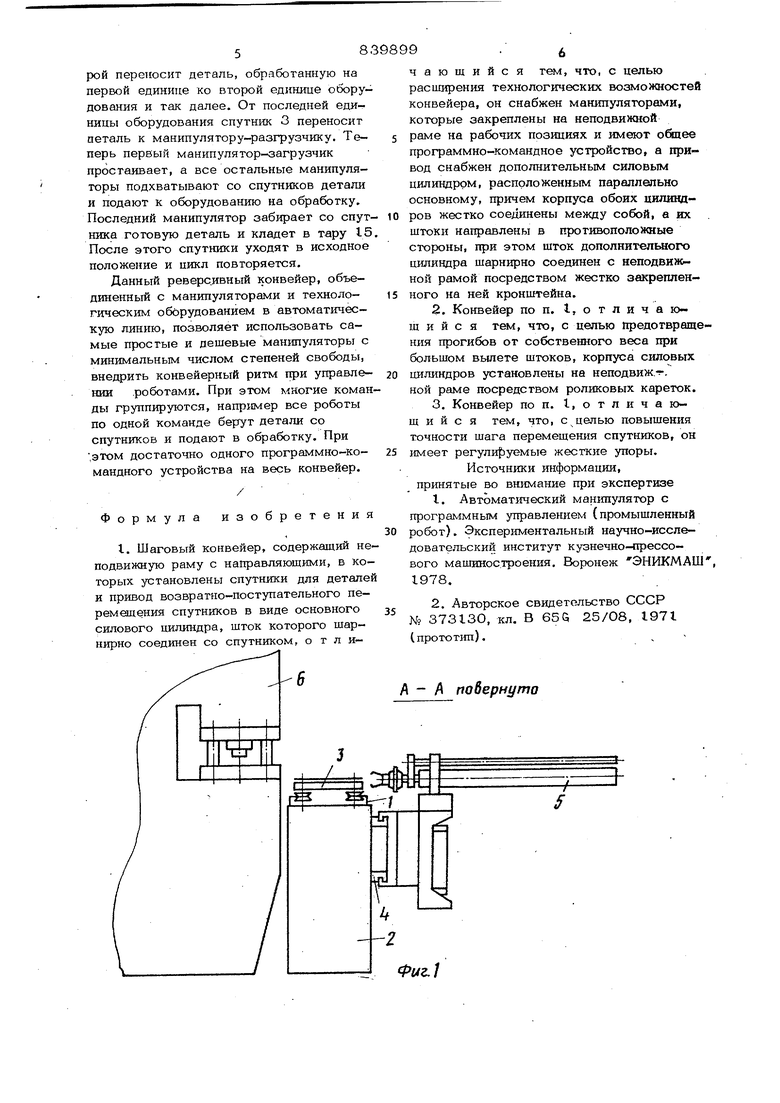
Изобретение относится к напольным транспортным устройствам с возвратнопоступательным движением и жесткой связью между станками для обслуживания автомаптнеских линий с манипуляторами. Известно устройство, обеспечивающее бесконвейерную передачу деталей от одного манипулятора-к другому с применением промежуточного передаточного поста (дополнительного манипулятора). В данно устройстве каждый из манипуляторов должен быть двуруким, иметь устройс.тво горизонтального поворота рук и свое программно-командное устройство/так как он не может работать с другими манипуляторами в жестком цикле и ритмеГ1} Однако в этой схеме сигналы команд передаются от одного манипулятора к другому последовательно и чем больше манипуляторов в линии, тем более вероятны ошибки в конце линии. Сложность такой линии снижает надежность и увеличивает стоимость за счет большого количества программно-командных устройств. Наиболее близким к предлагаемому по технической сущности является шаговый конвейер для автоматических линий, содержащий неподвижную раму с направляющими, в которых установлены спзггники для деталей, и привод возвратно-поступательного перемещения спутников в виде основного силового цилиндра, шток которого шарнирно соединен со спутникомСз}), Недостаток этого конвейера состоит в том, что в нем не обеспечиваются различные манипуляции с деталями на рабочих позициях. Кроме того, шаг перемещения спутников ограничен, т.е. перемещение спутников на шаг, перекрывающий расстояние между единицами оборудования, обычно составляющее 2-3 м, не представляется возможным. Все это сужает технологические возможности конвейера. Цель изобретения - расширение технологических возможностей конвейера. . Указанная цель достигается тем, что конвейер снабжен манипуляторами, которые закреплены на неподвижной раме на рабочих позициях и .имеют общее програм мно-командное устройство, а привод снаб жен допопнительньм силовым цилиндром, расположенным параллельно основному, причем корпуса обоих цилиндров жестко соед1иены между собой, а их штоки направлены в противоположные стороны, при этом шток дополнительного цилиндра шарн1фно соединен с неподвижной рамой посредством жестко ашфепленного на ней кронштейна. Причем , с целью предотвращения прогибов от собственного веса при большом вылете штоков, корпуса силовых цилинд- ров установлены на неподвижной раме посредством роликовых кареток. При этом, с целью повышения точности шага перемещения спутников, конвейер имеет регулируемые жесткие упоры. На фиг. I изображена компановочная схема конвейера с манипулятором и обслуживаемым оборудованием, поперечное сечение А- автоматической линии на фиг. 3; на фиг. 2 - схеме спутника конвейера с его приводом и способ подвес г ки корпуса цилиндра для разгрузки от собственного веса; на фиг. 3 - вся автоматическая линия вместе с технологи ческим оборудованием, план. Шаговый реверсивный конвейер для автомат1гческих лиши с манипуляторами 1ФИГ.I) представляет собой две пары направляющих - рельсов, закрепленных на каркасе линии. Одна пара направляющих I лежит в горизонтальной плоскост на неподвижной раме 2 и по ней переме щаются спутники 3 с обрабатываемыми деталями; Вторая пара направляющих 4 расположена в вертикальной плоскости и предназначена ,для перемещения и закр ления на ней автоматических манипуля торов 5, которые обслуживают станки 6 технологической линии и имеют общее программно-Командное устройство. Каждый спутник имеет свой привод (фиг.2) в В1аде основного 7 и дополнительного 8 силовых цилиндров. Шток 9 основного цилиндра 7 шарнирно соеди ней со спутником 3, а шток 10 дополнительного силового 1ШЛ1шдра 8 шарнир но соединен с неподвижной рамой 2 посредством жестко закрепленного на ней Кронштейна II. Корпуса обоих цилиндров 7 и 8 расположены параллельно и жестко соединены между собой, а пх штоки 9 и 10 направлены в противоположные стороны. При подаче рабочего ела под давлением в оба цилиндра, штоки аздвигаются и спутник движется по нафавляющим 1 Конвейера. Чтобы штоки илиндров привода спутника не прогибаись под действием веса корпусов цилиндов 7 и 8, корпуса подвешивают на роиковых каретках 12, катящихся при движении штоков по неподвижной раме 2. Конечные положения спутников регулируются жесткими, но допускающими регулировку упорами- 13. Упоры каждого спутника разнесены на конвейере таким образом, что любой из спутников не задевает упоры соседнего спутника (фиг.3). Регулировкой положения упоров необходшчЮ добиться, чтобы спутники в конечных положениях останавливались точно против места обработки, в положении, удобном для захвата детали манипулятором 5, смонтированным на вертикальных направляющих 4. На линии работают однору)сие манипуляторы, не имеющие поворота в горизонтальной плоскости, поэтому число манипуляторов равно числу единиц технологического оборудования (например прессов) плюс два, так как один манипулятор должен стоять в начале линии на загрузке конвейера из доз1фуюшего устройства 14 (фнг.З), а в конце линии ман шулятор-разгрузчик, забирающий детали с конвейера и складывающий их в тару 15. Устройство работает следующим образом. Спутники 3 находятся в исходном положении. Первый спутник стоит против манипулятора 5 - загрузчика конвейера, второй - против первой единицы оборудования, третий против второй единицы и так далее. Последней спутник стоит против последней едйницы оборудования в линии. Общее программно-командное устройство подает .сигнал и все манипуляторы приступают к работе одновременно. Первый манипулятор берет заготовку из дозирующего устройства 14 и кладет на первый спутшж 3. Последующие манипуляторы забирают детали, из обработки (например из штампа) и кладут на расположенные против них спутники. Затем все манипуляторы 5 убирают руки и все спутники 3 синхронно перемещаются (каждый на свой заданный шаг) на со седние рабочие места по направлению технологического потока. Таким образом, первый спутник с загруженной на него заготовкой становится против второй единицы оборудования, второй перекосит деталь, обработанную на первой единице ко второй единице оборудования и так далее. От последней единицы оборудования спутник 3 переносит петель к манипулятору-разгрузчику. Теперь первый манипулятор-загрузчик простаивает, а все остальные манипуляторы подхватывают со спутников детали и подают к оборудованию на обработку. Последний манипулятор забирает со спут ника готовую деталь и кладет в тару 15 После этого спутники уходят в исходное положение и цикл повторяется. Данный реверсивный конвейер, объединенный с манипуляторами и технологическим оборудованием в автоматическую линию, позволяет использовать самые простые и дешевые манипуляторы с минимальным числом степеней свободы, внедрить конвейерный ритм при управлеНИИ .роботами. При этом многие коман ды группируются, например все роботы по одной команде берут детали со спутников и подают в обработку. При .этом достаточно одного программно-командного устройства на весь конвейер. Формула изобретения I. Шаговый конвейер, содержащий неподвижную раму с направляющими, в которых установлены спутники для деталей и привод возвратно-поступательного перемещения спутников в виде основного силового цилиндра, шток которого щарнирно соединен со спутником, о т л и- 8
А - А побернуто 9.6 чающийся тем, что, с целью расширения технологических возможностей конвейера, он снабжен манипуляторами, которые закреплены на неподвижной раме на рабочих позициях и имеют общее программно-командное устройство, а привод снабжен дополнительным силовым цилиндром, расположенным параллельно основному, причем корпуса обоих ишшцд ров жестко соединены между собой, а их штоки направлены в противоположные стороны, при этом шток дополнителыюго цилиндра шарнирно соединен с неподвкжгной рамой посредством жестко закрепленкого на ней кронштейна. 2. Конвейер по п. 1,отлича ющ и и с я тем, что, с целью предотвращения прогибов от собственного веса при большом вылете штоков, корпуса силовых цилиндров установлены на неподвиж.-г. ной раме посредством роликовых кареток. 3. Конвейер по п. 1,отлича ющ и и с я тем, что, с целью повышения точности шага перемещения спутников, он имеет регули |уемые жесткие упоры. Источники информации, принятые во внимание при экспертизе I. Автоматический манипулятчэр с программным управлением (промышленный робот). Экспериментальный научно-исследовательский институт кузнечно-прессо- вого машиностроения. Воронеж ЭНИКМАШ, 1978. 2. Авторское свидетельство СССР № 373130, кл. В 65( 25/08, 1971 InpoTOTim).
Направление механического
потопа
1-1
А
Фаг.3
