упирается в упор 13, а другим - в оспование прихвата 11.
Рейка 3 входит в зацепление с шестерней 14, которая монтируется в кронштейне 15. Последний крепится к корпусу выключателя 2. К корпусу выключателя также крепится кронштейн 16, на котором с помош,ью оси 17 устанавливается планка 18 с роликом 19. Шестерня 14 входит в зацепление с шестерней 20, которая сидит на валу маточной гайки и рукоятки 21.
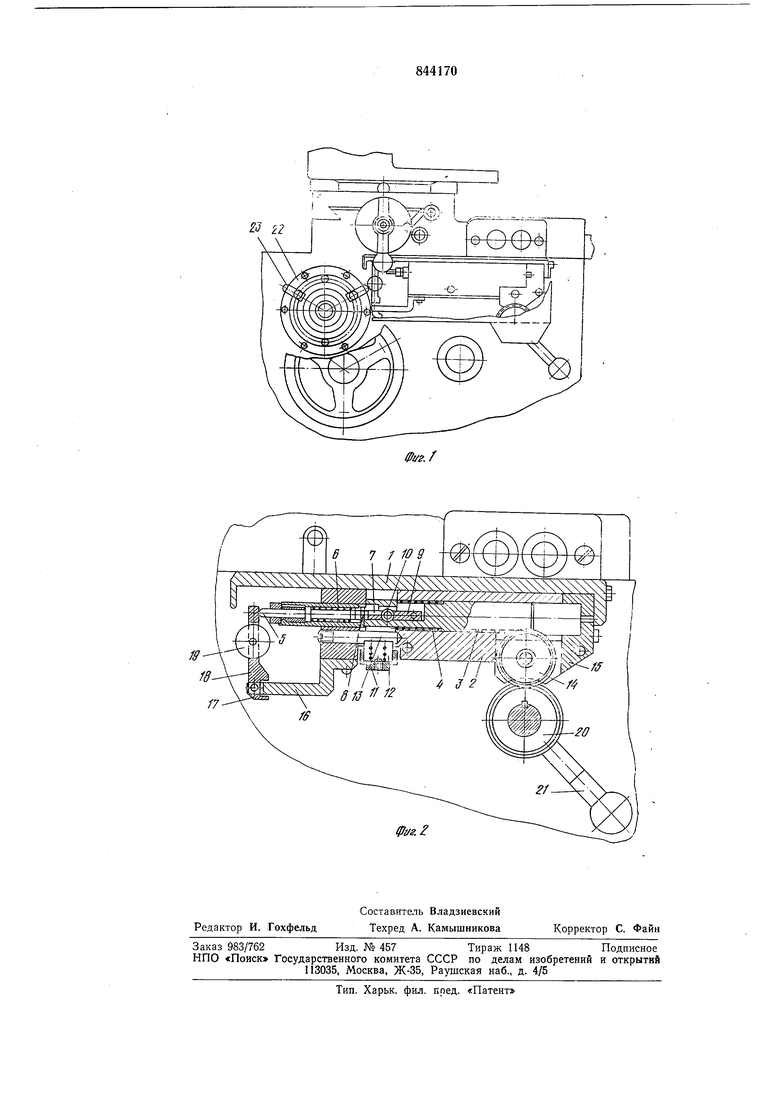
К лимбу продольной подачи станка при помощи фрикционного кольца крепится кольцо 22, на котором устанавливается упор 23.
Включение автоматического выключателя маточной гайкн происходит при включении механизма нарезания резьбы. При повороте рукоятки 21 до полного включения маточной гайки проворачиваются шестерни 20 и 14, рейка 3 совместно со штоком 5 подаются вперед до предела, пружина 4 сжимается, в это время прихват 11 под действием пружины 12 своим уступом, находящимся в верхней его части, западает во впадину, имеюшуюся на корпусе рейки 3, и фиксирует ее положение, а вместе с ней и положение штока 5 в крайнем переднем положении. При этом шток находится в переднем крайнем положении относительно корпуса рейки под действием пружины 6.
Выключение механизма нарезания резьбы с помошью автоматического выключателя маточной гайки происходит следующим образом.
При продольном перемещении суппорта и врашенпи при этом лимба продольной подачи станка вращается и кольцо 22. Упор 23 находит на ролик 19, последний через планку 18 надавливает на шток 5.
Шток 5, перемещаясь, своим скосом заходит под ролик 10 и приподнимает его. Ролик 10 надавливает на верхнее основание прихвата 11 и выводит устун прихвата из зацепления со впадиной корпуса рейки 3.
Под действием пружины 4 рейка 5 мгновенно перемещается в крайнее заднее положение, при этом проворачиваются щестерн.и 14 и 20 и ироисходит выключео ние маточной гайки. Шток 5 под действием пружины перемеща.ется в переднее крайнее положение и освобождает ролик 10, который возвращается в первоначальное положение.
5 Автоматический выключатель маточной гайки устанавливается на станках мод. 1К62, 1К625 и т. п. Это позволяет повысить производительность и улучщить условия труда.
Формула изобретения
Автоматический выключатель маточной
5 гайки, содержащий корпус, установленные в корпусе подпружиненный прихват и подпружиненную зубчатую рейку, кинем1атнчески связанную с шестерней, установленной на валу разъема маточной гайки, и упор,
0 отличающийся тем, что, с целью расширения технологических возможностей, в рейке выполнены полости, в которых смонтированы введенные в конструкцию выключателя подпружиненный шток со скосом и
5 качаюшаяся вилка с роликом, установленным с возможностью взаимодействия со скосом штока и с прихватом, причем подпрул иненный шток имеет возможность взаимодействия с упором.
Источник инфор.мащии, .принятый во внимание при экспертизе:
1. Патент СССР № 18592, кл. В 23 G 3/00, 1928.
7 J г/- -
23 22 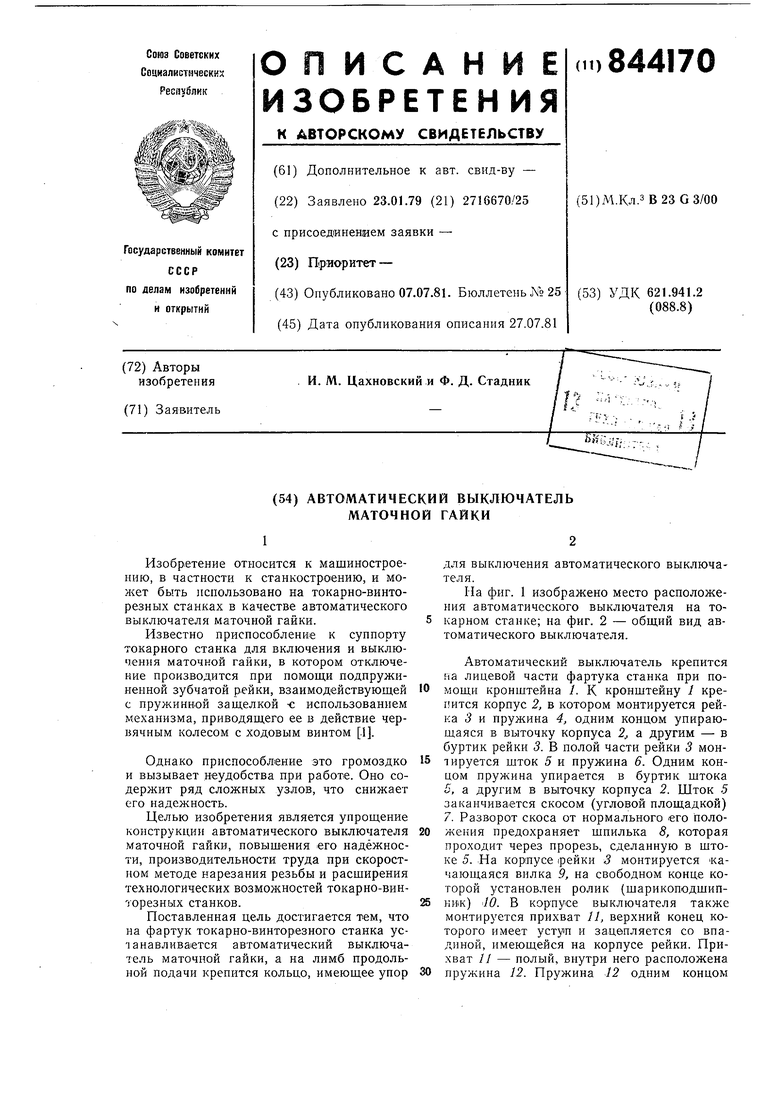
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический выключатель маточной гайки | 1981 |
|
SU1042920A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Поворотно-зажимное устройство | 1983 |
|
SU1127745A1 |
| Устройство для зажима детали | 1980 |
|
SU918004A2 |
| Устройство для зажима обрабатываемых деталей | 1985 |
|
SU1256910A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |