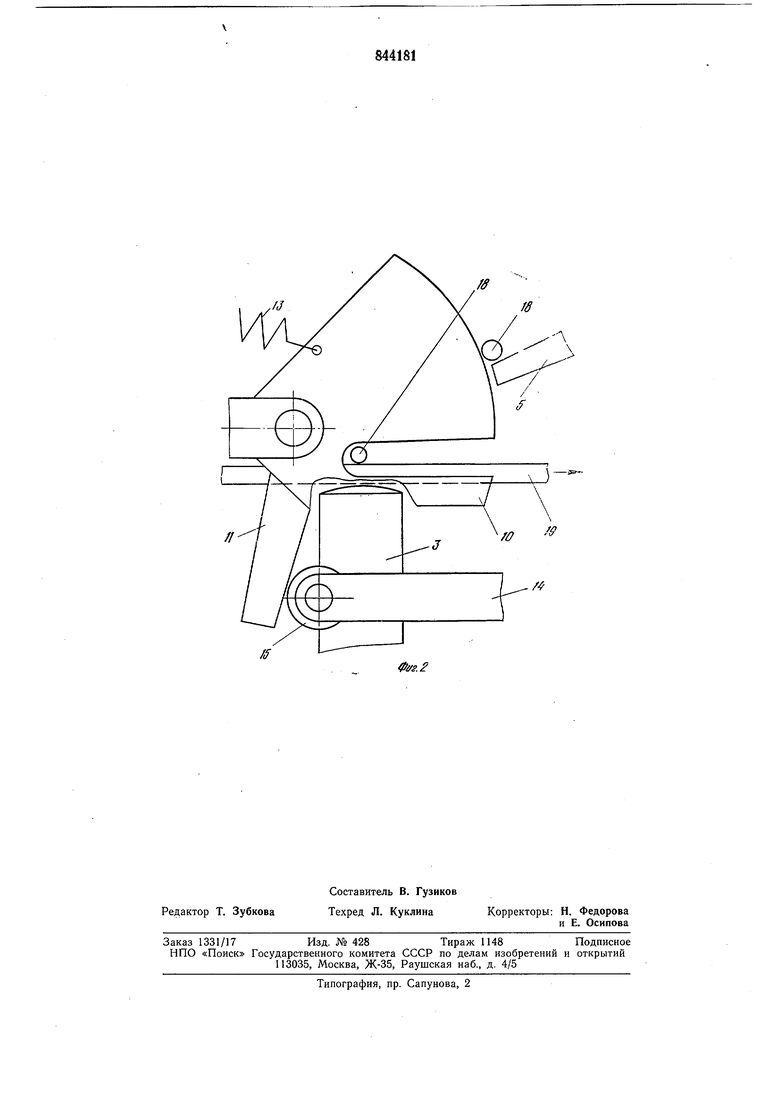
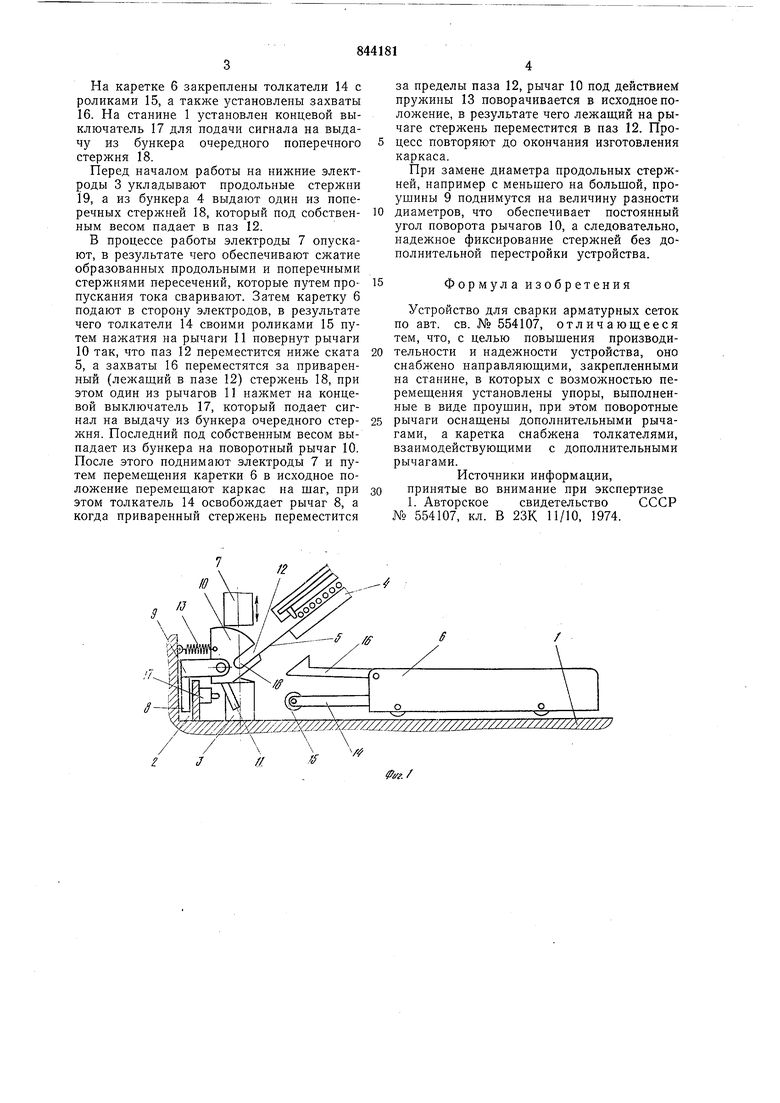
На каретке б закреплены толкатели 14 с роликами 15, а также установлены захваты 16. На станине 1 установлен концевой выключатель 17 для подачи сигнала на выдачу из бункера очередного поперечного стержня 18. Перед началом работы на нижние электроды 3 укладывают продольные стержни 19, а из бункера 4 выдают один из поперечных стержней 18, который под собственным весом падает в паз 12. В процессе работы электроды 7 опускают, в результате чего обеспечивают сжатие образованных продольными и поперечными стержнями пересечений, которые путем пропускания тока сваривают. Затем каретку 6 подают в сторону электродов, в результате чего толкатели 14 своими роликами 15 путем нажатия на рычаги 11 повернзт рычаги 10 так, что паз 12 переместится ниже ската 5, а захваты 16 переместятся за приваренный (лежащий в пазе 12) стержень 18, при этом один из рычагов 11 нажмет на концевой выключатель 17, который подает сигнал на выдачу из бункера очередного стержня. Последний под собственным весом выпадает из бункера на поворотный рычаг 10. После этого поднимают электроды 7 и путем перемещения каретки 6 в исходное положение перемещают каркас на щаг, при этом толкатель 14 освобождает рычаг 8, а когда приваренный стержень переместится за пределы паза 12, рычаг 10 под действием пружины 13 поворачивается в исходное положение, в результате чего лежащий на рычаге стержень переместится в паз 12. Процесс повторяют до окончания изготовления каркаса. При замене диаметра продольных стержней, например с меньщего на большой, проущины 9 поднимутся на величину разности диаметров, что обеспечивает постоянный угол поворота рычагов 10, а следовательно, надежное фиксирование стержней без дополнительной перестройки устройства. Формула изобретения Устройство для сварки арматурных сеток по авт. св. № 554107, отличающееся тем, что, с целью повышения производительности и надежности устройства, оно снабжено направляющими, закрепленными на станине, в которых с возможностью перемещения установлены упоры, выполненные в виде проущин, при этом поворотные рычаги оснащены дополнительными рычагами, а каретка снабжена толкателями, взаимодействующими с дополнительными рычагами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 554107, кл. В 23К П/Ю, 1974.
S
У////
/
А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Устройство для подачи продольныхСТЕРжНЕй B МАшиНу для СВАРКиКАРКАСОВ | 1978 |
|
SU816636A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Устройство для сварки арматурных сеток | 1976 |
|
SU656713A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |