СО
а
1
Изобретение относится к литью по выплавляемым моделям, в частности к технологической оснастке.для получения модельных звеньев.
Цель изобретения - расширение технологических возможностей пресс-формь
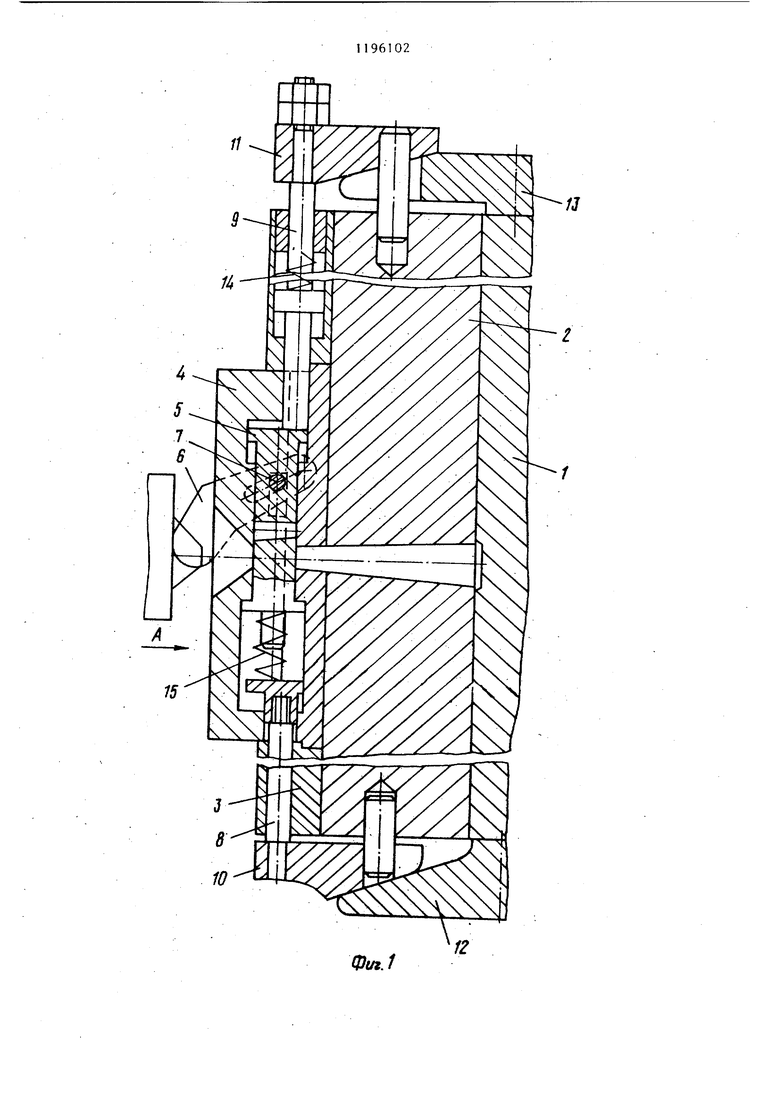
На фиг. 1 изображена пресс-форма, главный вид; ца фиг. 2 - вид А на фиг. 1 ..
Пресс-форма для изготовления выплавляемых моделей содержит неподвижную 1 к подвижную 2 полуформы,жестко закрепленную плиту 3, в которой установлена литниковая втулка 4, выполненная разъемной для удобства монтажа механизма перекрытия.
Механизм перекрытия содержит клапан 5, соединенный с двуплечими рычагами 6 через ось 7 ,два подпружиненных стержня 8 и 9, установленных соосно в подвижной полуформе 2 по противоположным сторонам клапана 5 с. возможностью поочередного взаимодействия с торцами. При этомвнешние стержней 8 и 9 выполнены в виде клиньев 10 и 11 для взаимодействия с клиновыми упорами 12 и 13, расположенными на двух противоположных сторонах неподвижной полуформы 1.
Устройство работает следующим образом.-.
Устанавливают и закрепляют прессформу на автомате, а затем смыкают полуформы 1 и 2. При смыкании полуформ взаимодействие клиньев 11 и 13 отводит стержень 9, сжимая пружину 14 на заданный .код,и, давая возможность пружине 15, нагруженной клиновой парой 10 и 12, отжать клапан 5 на тот же ход и тем самым перекрыть литниковый канал (фиг. 1).
При подводе шприцевидной головки (сопла) автомата к пресс-форме
6102 .2
осуществляется контакт головки с двумя шарнирно .закрепленными двуплечими рычагами 6, которые, перемещая ось 7, перемещают клапан 5 на ход, 5 необходимый для соосно.го совмещения литникового отверстия в клапане 5 с литниковым каналом во втулке 4,что обеспечивает нагнетание модельного состава в оформляющую полость пресс10 формы.
При отводе головки в исходное положение, когда контакт головки и двуплечих рычагов 6 отсутствует,
J5 пружина 15, взаимодействует с клапаном 5, последний отходит в первоначальное положение. При этом клапан 5 перекрывает литниковый канал, исключая утечку модельного состава.
2Q В дальнейшем после отверждения модельного состава производится раскрытие пресс-формы.
Подвижная полуформа 2 отходит от неподвижной полуформы 1, разъединяя 25 при этом клиновые пары 11, 13 и 10, 12. В этот момент разгружается пружина .15 и стержень 9 под действием, пружины 14 перемещает клапан 5,соосно совмещая литниковое; отверстие клапана с литниковьм каналом прессформы для удаления остатка модель- i кого состава специальным устройством автомата в сторону разъема пресс-формы. Назначение пружины 15 - разгрузить пружину 14, что позволяет
уменьшить габариты пресс-формы.
В дальнейшем цикл повторяется.
Применение пресс-формы позволит повысить качество изготовляемых модельных звеньев за счет компактности механизма перекрытия, уменьшить трудоемкость при наладке.
//
Фиг.1
8uffA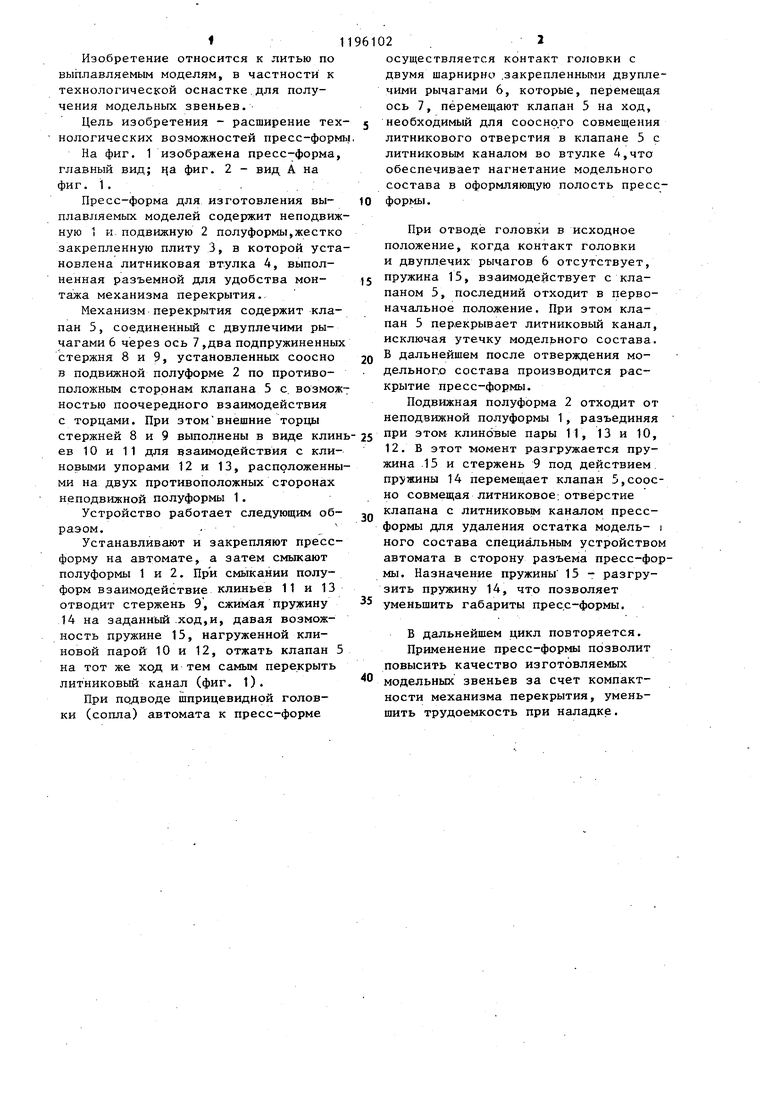
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для изготовления выплав-ляЕМыХ МОдЕлЕй | 1979 |
|
SU829332A2 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU900937A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ, содержащая подвижную и. неподвижную полуформы, литниковую втулку, механизм перекрытия литникового канала пресс-формы, установленный в подвижной полуформе и содержащий шарнирно закрепленные двуплечие рычаги, клапан с установленным на одной его стороне прдпружи.ненным стержнем, отличающаяс я тем, что, с целью расширения технологических возможностей, она снабжена клиновыми упорами, расположенными на двух противоположных сторонах неподвижной полуформы, дополнительным подпружиненным стержнем, установленным с другой стороны клапана соосно подпружиненному стержню, при этом внешние торцы подпружинен- д ных стержней -выполнены в виде клиньев,® контактирующих с клиновыми упорами
Фиг 2
| Авторское свидетельство СССР | |||
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 0 |
|
SU404542A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литьевая прессформа | 1974 |
|
SU482318A1 |
| Солесос | 1922 |
|
SU29A1 |
