; Недостатком этого устройства фллется небольшой срок службы. Цель изобретения - повьшение долговечности устройства путем обеспечения возможности смещения отн ерсгий металлических шайб по естественной траектории изгиба электрода,,
Цель достигается тем, что в устройстве для сварки с подогретьвл зыпетом электрода, содержащем корпус с размещенными в нем чередующимСП металлическими шайбами и шайбами им изоляционного материала, образд-гоидами своими отверстиями канал Ятя направления электрода, металлихксакие шайбы установлены с зазором по отношению к стенй м корпуса, Е диаг/етр их отверстия меньше диаме ра отверстия шайб из изоляционного материала.
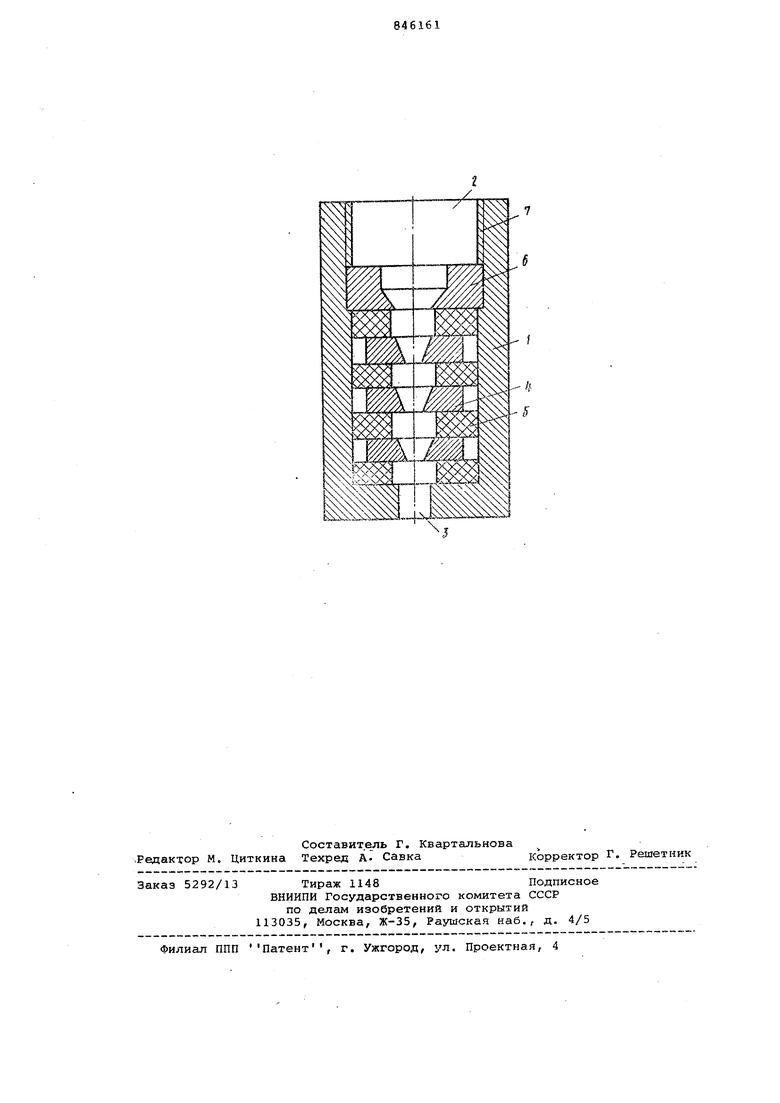
На чертеже показан предлагаеголй удлинитель вылета электрода, продольный разрез.
Удлш итель вылета электрода сос ToixT КЗ корпуса 1 с .увеличенным диаметром отверстия 2 на входе и умень кянЕ1ы,м диаметром отверстия. 3 на вьччоде. Внутри корпуса 1 а зазором П-..йОтношению к его стенкам разме -,г:Чгл юайбгл 4, зиполненные из металл кч:примар из .ме,ци,, малоуглеродистой сгапи н т,п,5, и шайбы 5, выполненны кп изскняцйонного материала, наприме парэнйтас ультрафарфора. Диаметры отверстий изоляциоииык шайб 5 выполнены больше Диаметра-отверстий матаялическизг шайб 4, Это позволяет гтредварительйо смещать отйерстия металлических адайб 4 по траектории изгибаэлектрода. Гайкой б шайбы 4 и 5 сжимаются, и таким образом сохраняется заданное положение. При помовди резьбы 7 корпус 1 прикрепляется к свече или токоиодводящему мундятуку сварочной горелки (аа чертеже не показано),
В процессе работы плавящийся электрод после выхода из токоподводящего мундштука через -отверстие гайки б, отвёрстия шайб 4 и 5 и выходное отверстие 3 корпуса 1 подается в зону сварки. Шайбы 4 обеспчивают заданное направление электрода, а шайбы 5 предупреждают ровайие тока. Таким образомj. практически весь сварочный ток проходит непосредственно через плавящийся электрод и за счет омического сопро-тивления осуществляется предварительный подогрев электрода. СопроJ. тивляемость тепловым удара - металлических шайб значительно вьше, чем у известных устройств. Объясняется это тем, что метсшлические кольца не нагреваются вьзше темперал туры структурных превращений, а
отсутствие препятствий для расширения и сжатия при нагреве и охлаждений предотвращает появление остаточных напряжений. Таким образом, исключаются нагрузки и от плавящегося
S электрода за счет предвапительного смещения отверстий металлических шайб по естественной траектории изгиба электрода.
Срок службы металлических шайб
0 определяется величиной их износа,
|При этом корпус с гайкой используется многократно, а заглена шайб привадит я незначительным затратам, так как они могут изготавливаться из отходов
производства.
Формула изобретения
Устройство для сварки с подогретым вылетом электрода, содержащее корпус с размещенными в нем чередующимися металлическими шайба и и шайбами из изоляционного материала, образуювдими своими : отверстиями канал для направления электрода, о т л и
чающеео я тем, что, с целью повышения долговечности устройства путем обеспечения возможности смещения отверстий металлических шайб по естественной траектории изгиба
электрода, металлические шайбы установлены с зазором -по отношению к стевкам корпуса, а диаметр их отверстия меньше отверстия шайб из изоляционног-о материала,
Источники информации,
принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 143945, кл. В 23 К 9/12,11,03.61.
2 о Авторское свидетельство СССР 650750, кл. В 23 К 9/16, 03.08,77,
3, Патент Франции 1478099, кл. В 23 Kf 13.-03.S7 {прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Направляющий элемент | 1978 |
|
SU749592A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук | 1986 |
|
SU1444108A1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |