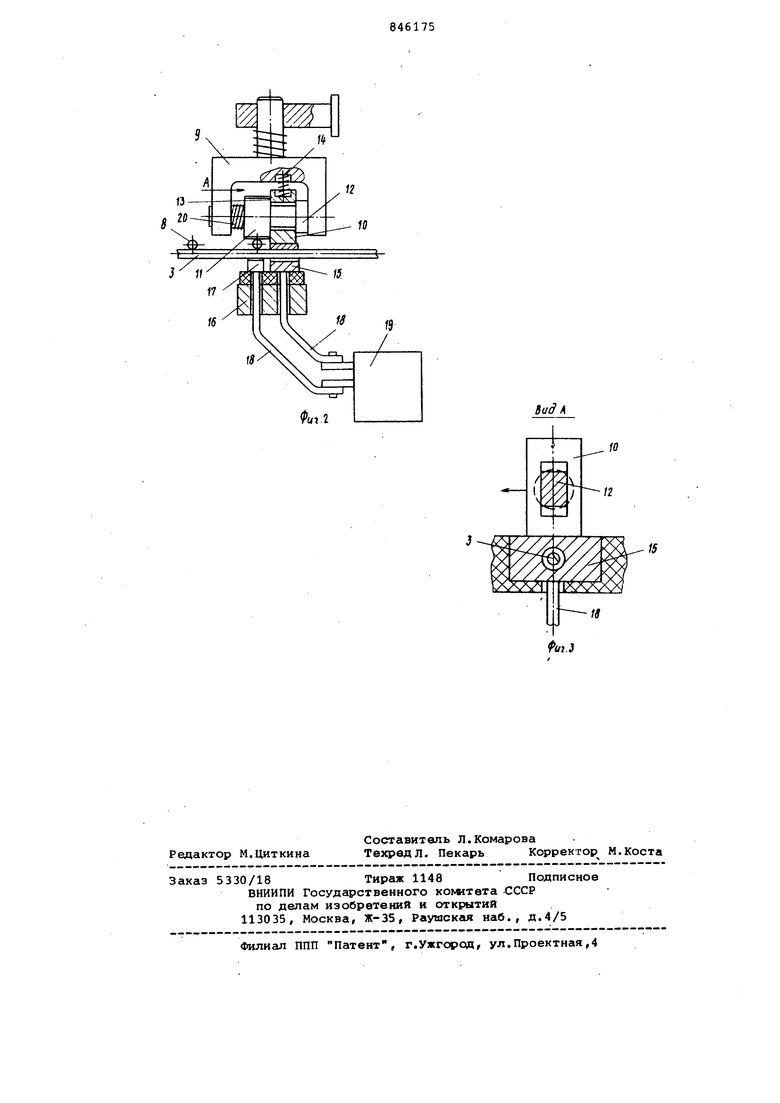
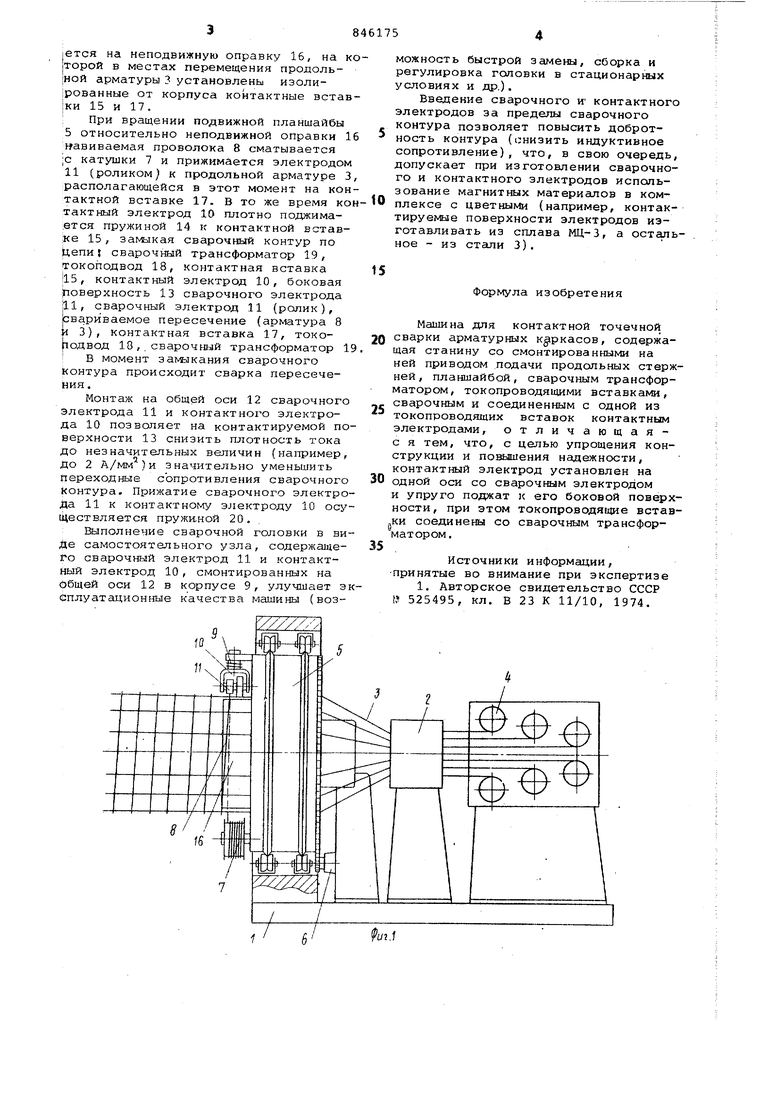
ется на неподвижную оправку 16, на ко |Торой в местах перемещения продольной арматуры 3 установлены иэоли рованные от корпуса контактные встав ки 15 и 17. ; При вращении подвижной планшайбы 5 относительно неподвижной оправки 16 1 авиваемая проволока 8 сматывается ;с катушки 7 и прижимается электродом 11 (роликом) к продольной арматуре 3 располагающейся в этот момент на кон тактной вставке 17. В то же время кон тактный электрод 10 плотно поджимается пружиной 14 к контактной вставке 15, замыкая сварочный контур по Цепи сварочный трансформатор 19, токоподвод 18, контактная вставка 15, контактный электрод 10, боковая JioBepxHOCTb 13 сварочного электрода J11, сварочный электрод 11 (ролик), свариваемое пересечение (арматура 8 И 3), контактная вставка 17, токоЬодвод 18,,сварочный трансформатор 19 В момент за№ 1кания сварочного Контура происходит сварка пересечения . Монтаж на обшей оси 12 сварочного электрода 11 и контактного электрода 10 позволяет на контактируемой по верхности 13 снизить плотность тока до незначительных величин (например. До 2 А/мм)и значительно уменьшить Переходные сопротивления сварочного Контура. Прижатие сварочного электрода 11 к контактному электроду 10 осуществляется пружи-ной 20, . алполнечие сварочной головки в виЙе самостоятельного узла, содержащеГо сварочный электрод 11 и контактный электрод 10, смонтированных на Общей оси 12 в корпусе 9, улучшает э сплуатационные качества машины (возможность быстрой замены, сборка и регулировка головки в стационарных условиях и др,). Введение сварочного и- контактного электродов за пределы сварочного контура позволяет повысить добротность контура (сзнизить индуктивное сопротивление), что, в свою очередь, допускает при изготовлении сварочного и контактного электродов использование магнитных материалов в комплексе с цветными (например, контактируемые поверхности электродов изготавливать из сплава МЦ-3, а остальное - из стали 3), Формула изобретения Машина для контактной точечной сварки арматурных каркасов, содержащая станину со смонтированными на ней приводом подачи продольных стержней, планшайбой, сварочным трансформатором, токопроводящими вставками, сварочным и соединенным с одной из токоПРОВОДЯЩИХ вставок контактным электродами, отличающаяс я тем, что, с целью упрощения конструкции и погашения надежности, контактный электрод установлен на одной оси со сварочным электродом и упруго поджат к его боковой поверхности, при этом токопроводящие встав„ки соадинешл со сварочным трансформатором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР t; 525495, кл. В 23 К 11/10, 1974.
Bud /(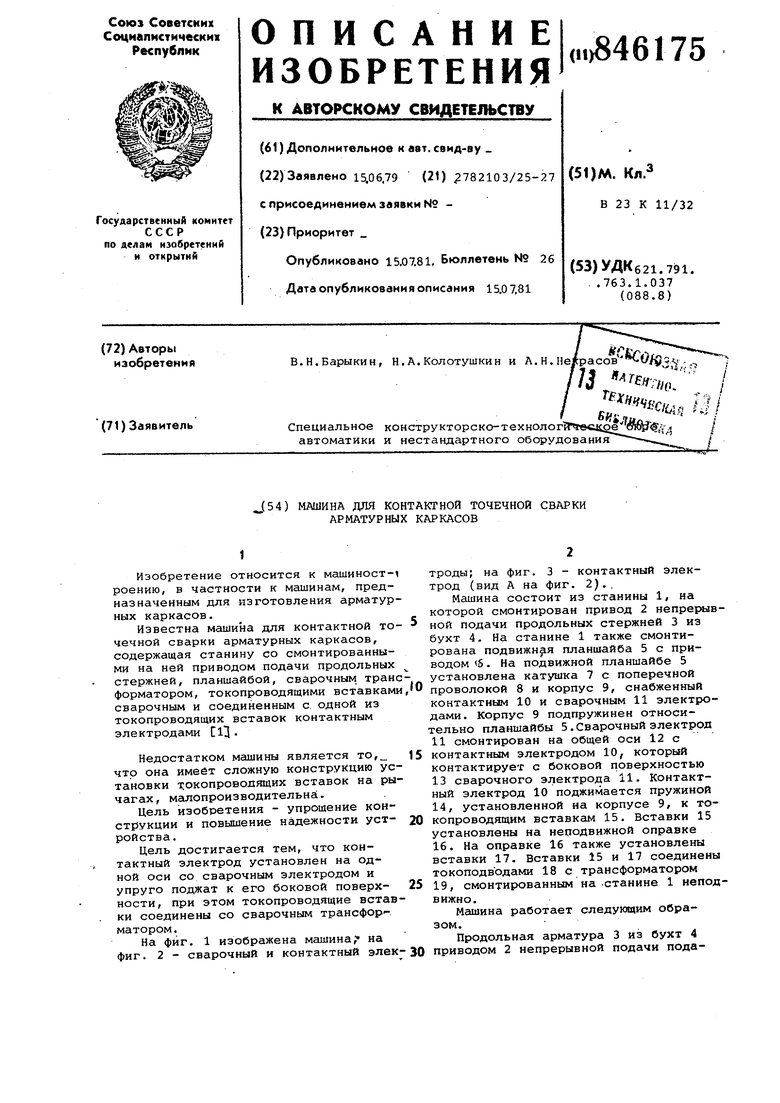
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1974 |
|
SU525495A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |