(54) ГОРИЗОНТАЛЬНЫ ПРЕСХ: ДЛЯ СБОРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ | 1973 |
|
SU399340A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Устройство для групповой сборки деталей | 1987 |
|
SU1454638A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
1
Изобретение относится к механосбо рочному производству, в частн)сти к / .оборудованию для сборки прессовых соединений деташей типа диск-вгш.
Известен пресс Для сборки деталей , содержаций смонтированные на станине две траверсы с- запрессовочными пуансонгил, центрирующий элемент и загрузочное устройство со склизом.
Однако данный пресс не овесяечивает синхронной подачи дисков в центриру101:1ий элемент.
Цель изобретения - обеспеченя синхронной подачи дисков центрир}« щикш элементами и повышен производительности.
Поставленная цель достигается тем, что в горизонтгшьном прессе для сборки деталей типа диск-вал, содержащем смонтированные на станине две траверсы с запрессовочнымй пуансонами, центрирующий элемент и загрузочное устройство со склизом, центрирующий элемент расположен на пуансоне, а загрузоч.ное устройство выполнено в виде консольно закрепленной на станине оправки для дисков, параллельно установленной оправке зубчатой рейки с ограничителем для дисков на конце и двуплечего подпружиненного рычага, взаююдействуюцего одним концом с рейкой, другим концом - сх центрирующим элементом, а.тгисже толкателя и шарннрно связанного с ним ползуна, установленного на реДке.
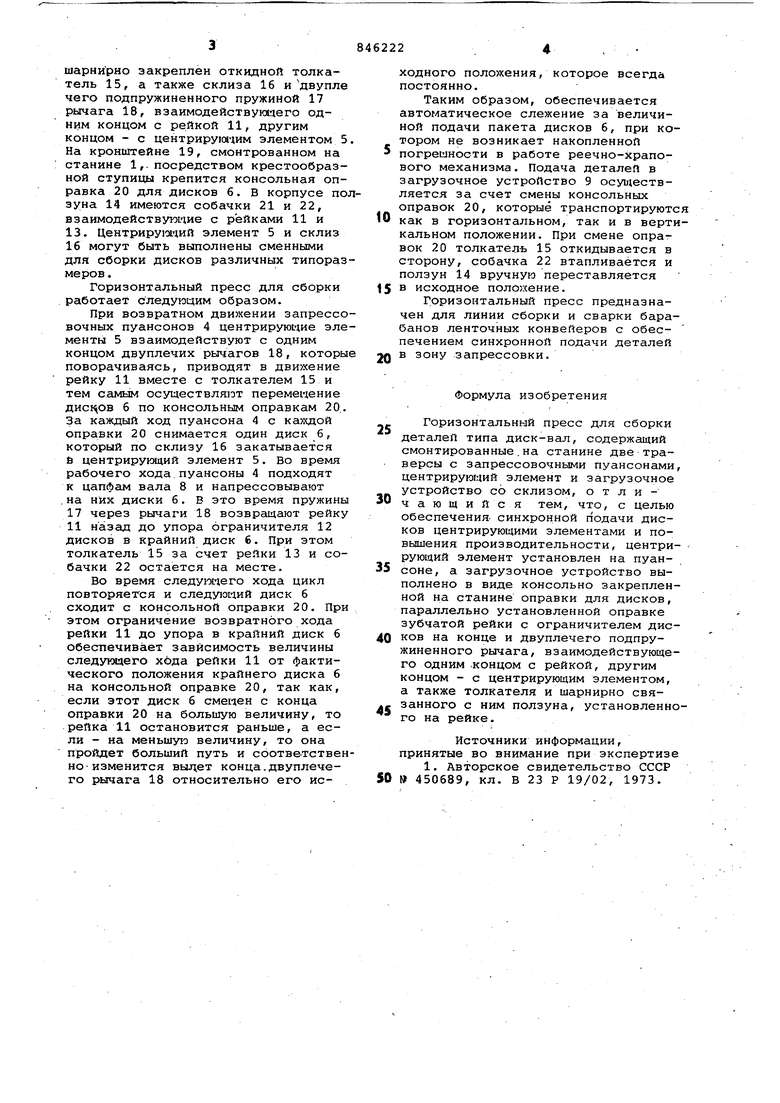
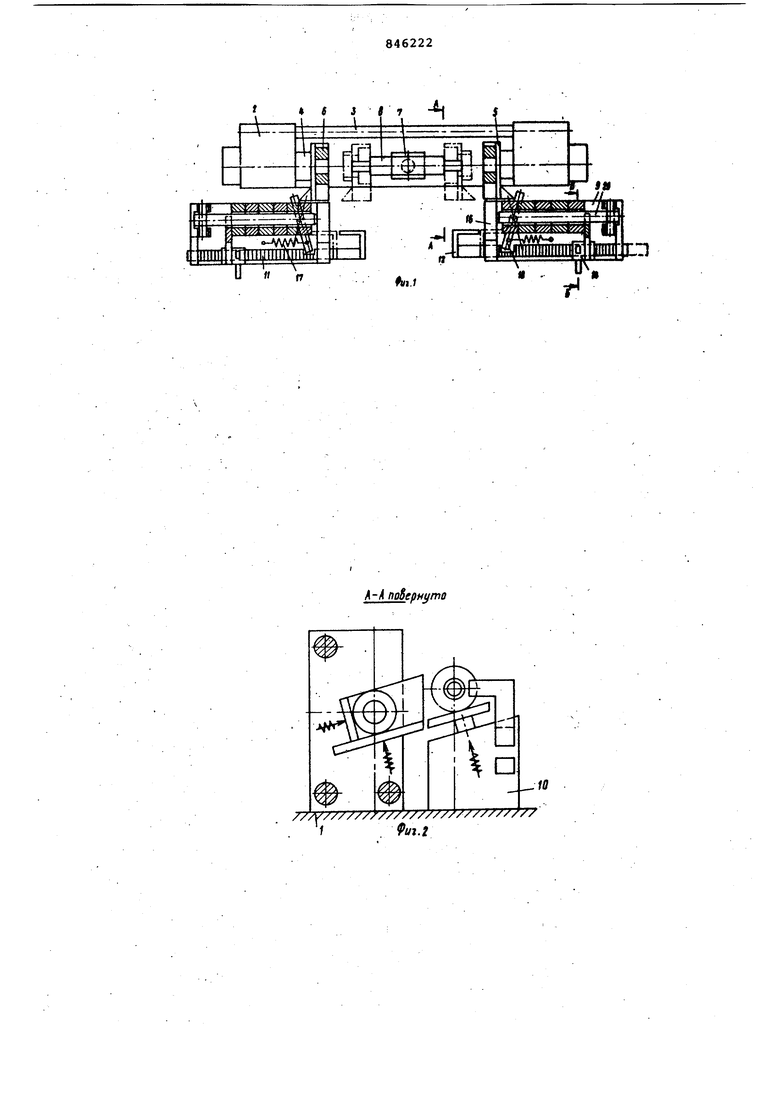
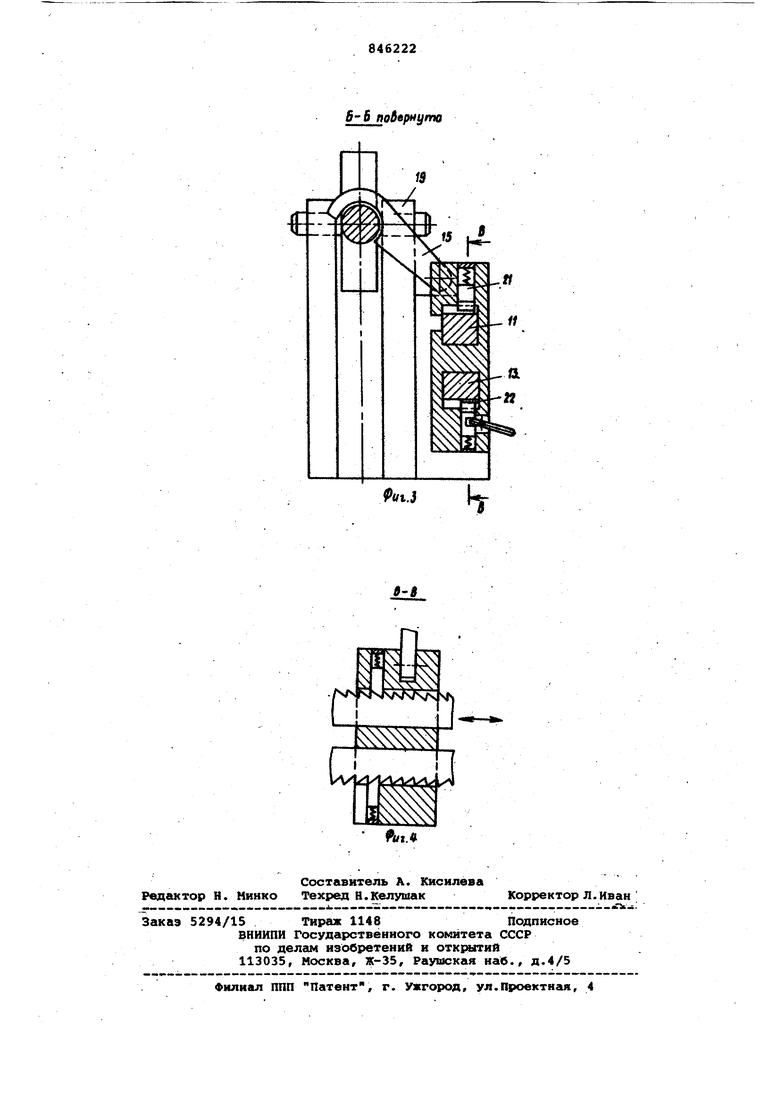
На фиг.1 изобргихен горизонталь 0 ный пресс, вид сверху; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг.З.
Горизонтешьный пресс содержит
15 смонтированные на станине 1 две траверсы 2, связанные стяжками 3 с запрессовочными пуансонами 4, на которых установлены центрирующие элементы 5 для дисков 6. На стяжках
20 3. расположена призматическая опора 7 для базирования вала 8. Параллельно оси запрессовки перед траверсами 2 установлены закрепленные на станине 1 два загрузочных устройства 9. Загрузочное устройство 9 выполнено в виде корпуса 10, подвижной зубчатой рейки 11 с ограни.чителем 12 дисков на конце и неподвижной рейки 13 с установленным
30 на них ползуном 14, на котором
шарнирно закреплен откидной толкатель 15, а также склиза 16 идвупле чего подпружиненного пружиной 17 рычага 18, взаимодействующего одним концом с рейкой 11, другим концом - с центриру101-1им элементом 5 На кронштейне 19, смонтрованном на станине 1,. посредством крестообразной ступицы крепится консольная оправка 20 для дисков 6. В корпусе позуна 14 имеются собачки 21 и 22, взанмодействушчие с рейками 11 и 13. Центрирутачий элемент 5 и склиз
16могут быть выполнены сменными для сборки дисков различных типоразмеров .
Горизонтальный пресс для сборки работает следующим образом.
При возвратном движении запрессовочных пуансонов 4 центрирующие элементы 5 взаимодействуют с одним концом двуплечих рычагов 18, которы поворачиваясь, приводят в движение рейку 11 вместе с толкателем 15 и тем caMbtM осуществляют перемещение дисцов 6 по консольным оправкам 20.. За каждый ход пуансона 4 с каходой оправки 20 снимается один диск б, который по склизу 16 закатывается и центрирующий элемент 5. Во время рабочего хода пуансоны 4 подходят к цапфам вала 8 и напрессовывают .на них диски 6. В это время пружины
17через рычаги 18 возвращают рейку 11 назад до упора ограничителя 12 дисков в крайний диск 6. При этом толкатель 15 за счет рейки 13 и собачки 22 остается на месте.
Во время следующего хода цикл повторяется и следующий диск 6 сходит с консольной оправки 20. При этом ограничение возвратного хода рейки 11 до упора в крайний диск 6 обеспечивает зависимость величины следующего хбда рейки 11 от фактического положения крайнего диска 6 на консольной оправке 20, так как, если этот диск 6 смещен с конца оправки 20 на большую величину, то рейка 11 остановится раньше, а если - на меньшую величину, то она пройдет больший путь и соответственно- изменится выдет конца.двуплечего рычага 18 относительно его исходного положения, которое всегда постоянно.
Таким образом, обеспечивается автоматическое слежение за величиной подачи пакета дисков 6, при котором не возникает накопленной 5 погрешности в работе реечно-храпового механизма. Подача деталей в загрузочное устройство 9 осуществляется за счет смены консольных оправок 20, которые транспортируются
как в горизонтальном, так и в вертикальном положении. При смене оправок 20 толкатель 15 откидывается в сторону, собачка 22 втапливаётся и ползун 14 вручную переставляется
5 в исходное поло;:сение.
Горизонтальный пресс предназначен для линии сборки и сварки барабанов ленточных конвейеров с обеспечением синхронной подачи деталей
Q в зону запрессовки.
Формула изобретения
Горизонтальный пресс для сборки деталей типа диск-вал, содержащий смонтированные.на станине две траверсы с запрессовочными пуансонами, центрирующий элемент и загрузочное устройство со склизом, отличающийся тем, что, с целью обеспечения- синхронной подачи дисков центрирующими элементами и повышения производительности, центрирующий элемент установлен на пуансоне, а загрузочное устройство выполнено в виде консольно закрепленной на станине оправки для дисков, параллельно установленной оправке зубчатой рейки с ограничителем дисков на конце и двуплечего подпружиненного рычага, взаимодействующего одним .концом с рейкой, другим концом - с центрирующим элементом, а также толкателя и шарнирно свя. занного с ним ползуна, установленного на рейке.
Источники информации, принятые во внимание при экспертизе
В-В по5в1 нуто
19
,« |-i.
