Изобретение относится к промьшшенному транспорту и предназначается для расстановки на технологичегкие зазоры прямоугольных изделий, в частности электродных прямоугольных заготовок «именицих неопределенную однорядную укладку.
Известно устройство для разборки пакетов профильного проката в один ряд, содержащее два последовательно рас- 0 положенных конвейера, причем каждый конвейер имеет отделыый привод, скорость цепи отводящего конвейера больше скорости цепи подающего конвейера, а звездочки отводящего конвейера бодно насажены на приводном валу подающего конвейера, при этом каждая звездочка жестко соединена с парой гуммированных дисков, выступающих.над тяговыми цепями, забирающее изделия из 20 нижнего ряда пакета и -направляющих указанные изделия на отводящий конвейер в один ряд с некоторым интервалом между изделиями 1 .
Недостатком этого устройства является то, что оно непригодно для расстановки изделий на равномерные заданные технологические зазоры для ориентирования изделий перпецдикулярнр продольной оси конвейера.
Наиболее близким по технической сущности и достигаемому результату к предложенному является устройство для разделения потока грузов, включающее подающий конвейер, привод и мехаю1зьа 1 предварительного и окончательного разделения 2j.
Недостатком этого устройства для s разделения потока грузов является невозможность регулирования заданного расстояния между изделиями.
Цель изобретение - расширение технологических возможностей путем регулирования заданного расстояния между изделиями.
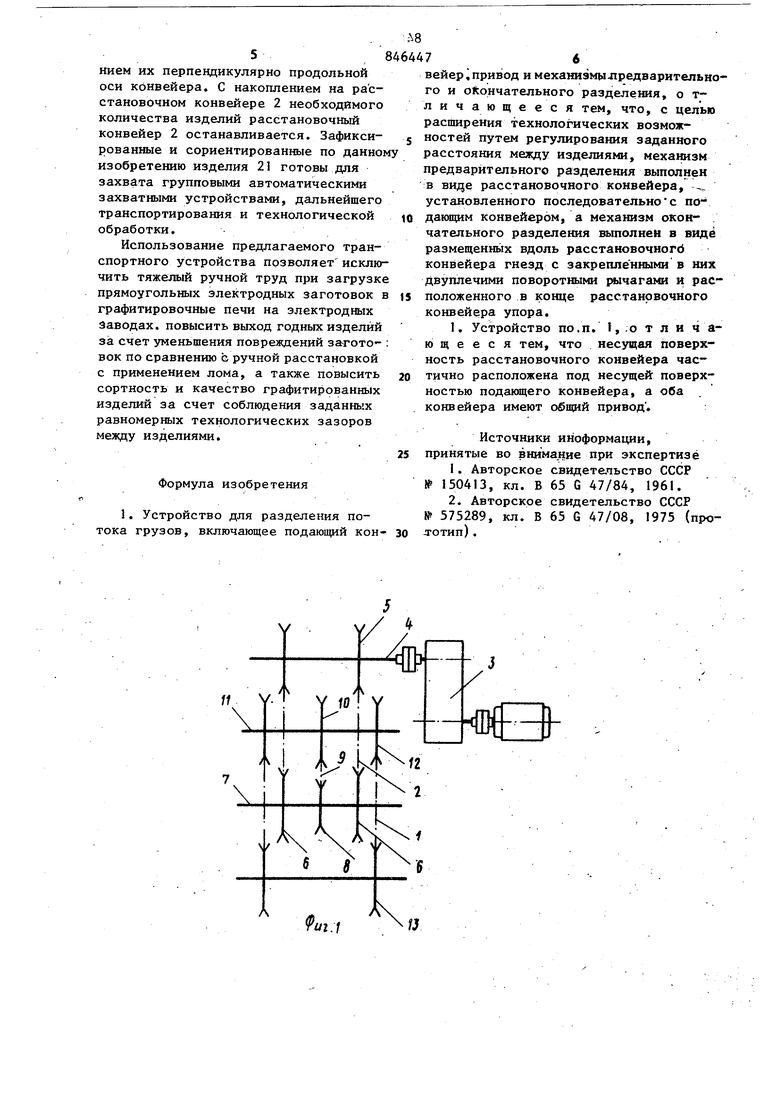
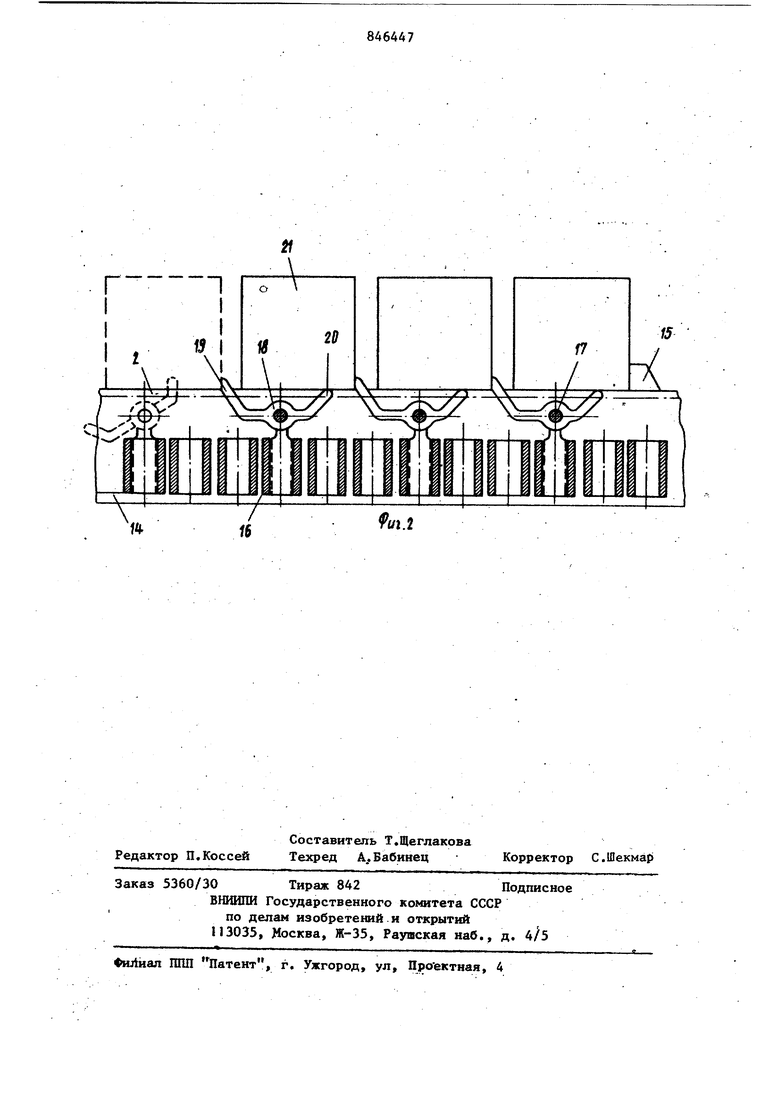
Указанная цель достигается тем, что механизм предварительного разделения выполнен в виде расстановочного конвейера, установленного последовательно с подающим конвейером, а ме- ханизм окончательного разделения выполнен в. виде размещенных вдоль расстаковочного конвейера гнезд с закрепленными в них двуплечими поворотными рычагами и расположенного в конце расстановочного конвейера упора. Несущая поверхность расстановочного конвейера частично расположена под несущей поверхностью подающего конвейера, а оба конвейера имеют общий привод. На фиг, 1 приведена кинематическая схема транспортного устройства; на фиг, 2 - фрагмент расстановочного конвейера с упорами, сменными двуплечими рычагами и гнездами для них. Устройство для разделения потока грузов включает подающий транспортер и механизм предварительного разделени в виде расстановочного конвейера 2, с общим приводом 3, который через ведущий вал 4 с насаженными на нем веду- щими звездочками 5 через цепи расста новочного конвейера 2 взаимодействует с ведомыми звездочками 6, при зтом ведомые звездочки 6 имеют равный или меньший по сравнеиию с ведущими звезд чками 5 диаметр и соответственно равное или меньшее число зубьев, благодаря чему опорная поверхность цепей расстановочного конвейера находится ниже опорной поверхности цепей подающего конвейера 1, при этом цепи обоих конвейеров имеют разные скорости, за счет чего происходит предварительное разделение грузов, Ведомые звездочки 6 насажены на ва лу 7, несущем ведущую звездочку 8, которая через цепь 9 взаимодействует с ведомой звездочкой 10 вала 11, на котором насажены ведущие звездочки 12 подающего конвейера 1. Звездочки 12 и 13 имеют равное число зубьев, а звездочки 8 и 10 имеютпередаточное OTHomeHije, благодаря чему цепи подающего-конвейера 1 имеют меньшую по сра нению с цепями расстановочного конвейера 2 скорость. На раме 14 устройства для разделения потока грузов, установлен механизм окончательного разделения в виде упора 15 и гнезд 16 с размещенными в них опорами 17 для двуплечих рычагов 18, Каждый рычаг 18 выполнен со смещенным центром тяжести за счет удлинения готеча 19, которое является упорным При этом плечо 20 для взаимодействия с изделием 21 называется контактным. Длина сменных двуплечих разделительных рычагов 18 выбирается в зависимости от ширины опорной поверхности перемещаемого изделия и превьппает ширину последнего. Для каждого типоразмера разделяемых на конвейере изделий создается комплект, сменных двуплечих разделительных рычагов 18, которые шарнирно крепятся на унифицированш 1х tmppax 17, вставляемых в гнезда 16, расположенных попарно с правой и левой стороны вдоль расстановочного крнвейfepa 2. { оличество гнезд 16 и расстояние между ними определяется количеством типбразмеров изделий и применяемых для их разделения и ориентации типоразмеров сменных двуплечих разделительных рычагов. В конце расстановочного конвейера на раме 14 ставятся конечные упоры 15. Устройство для разделения потока грузов работает следующим образом. С помощью чалочных приспособлений специальных захватов (не показаны) «зделия 21 устанавливают на подающий сонвейер 1 в один ряд. Включают привод 3, и изделие 21 под взаимодействием цепей подакнцего конвейера 1 перемещается в сторону цепей расстановочного конвейера 2. Незначительное понижение опорной поверхности растановочного конвейера 2 обеспечивает плавность перехода изделия 21 с подающего на расстановочный конвейер 2, исключая динамические удары хрупких изделий, например электродных заготовок, устраняя пробуксовку и повреждение поверхности изделий. За счет более медленной скорости движения цепей подакидего конвейера 1 изделия 21 на расстановочном конвейере 2 перемещаются быстрее, чем оставшиеся на подающем конвейере 1, создавая между изделиями 21 йнТёр|)ал,. превышающий дпину сменного двуплечего разделительного рычага. Этот интервал необходим для свободного пропуска перемещаемых по цепям изделий 21 над указанными рычагами до встречи первого изделия с конечными упорами 15, а последукшдах изделий до упора в печи 20 очередных по ходу конвейера .двуплечих рычагов 18, при этом изделия 21, находясь на цепях расстановочногоконвейг :epai 2, фиксируются в положении заданных равномерных технологических зазоров с одновременным ориентированием их перпевдикулярно продольной оси конвейера. С накоплением на расстановочном конвейере 2 необходимого количества изделий расстановочный конвейер 2 останавливается. Зафиксированные и сориентированные по данно изобретению изделия 21 готовы для захвата групповыми автоматическими захватными устройствами, дальнейшего транспортирования и технологической обработки. Использование предлагаемого транспортного устройства позволяет исклю чить тяжелый ручной труд при загрузк прямоугольных электродных заготовок графитировочные печи на электродных заводах, повысить выход годных изделий за счет уменьшения повреждений заготовок по сравнению с ручной расстановкой с применением лома, а также повысить сортность и качество графитированных изделий за счет соблюдения заданных равномерных технологических зазоров между изделиями. Формула изобретения 1. Устройство для разделения потока грузов, включающее подающий кон 76 вейер привод и механизмы лредварительного и окончательного разделения, о тл и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей путем регулирования заданного расстояния между изделиями, механизм предварительного разделения выполнен в виде расстановочного конвейера, . установленного последовательнос по дающим конвейером, а механизм окончательного разделения выполнен в виде размещеннь1х вдоль расстановочногб конвейера гнезд с закрепленными в них Двуплечими поворотными рычагами и расположенного в конце расстановочного конвейера упора. 1. Устройство по.п. I,-О т л и ч ающеесятем, что несущая поверхность расстановочного конвейера частично расположена под несущей поверхностью подающего конвейера, а оба конвейера имеют общий привод . Источники иноформации, принятые во внима,11ие при экспертизе 1.Авторское свидетепьство СССР № 150413, кл. В 65 G 47/84, 1961. 2.Авторское свидетельство СССР № 575289, кл. В 65 6 47/08, 1975 (прояотип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная линия | 1987 |
|
SU1706837A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Тормозное устройство гравитационного конвейера | 1989 |
|
SU1742170A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ К МЕСТУ ИХ ОБРАБОТКИ | 1971 |
|
SU302871A1 |
| Устройство для разборки штабеля штучных грузов | 1982 |
|
SU1096174A2 |
Раг:1 13
