(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ИЗДЕЛИЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
1
Изобретение относится к термической обработке и может быть использовано для нагрева и охлаждения мелких изделий (например, мало-и микролитражных баллонов, осей, поршней и т.д.).
Известно устройство для транспортировки изделий при термической обработке, содержащее неподвижный шток с приспособлением для размещения изделия в виде кассеты. Устройство работает по садочному принципу, изделия помещаются в кассету и нагревают-ся (охлаждаются) в неподвижном состоянии 1.
Недостатком такого устройства при его применении в печах и охлаждающих устройствах является низкая равномерность нагрева и охлаждения по периметру изделий, входящих в садку, что приводит к снижению качества изделий из-за повышенного разброса механических свойств.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство конвейерного типа для транспортировки изделий при термической обработке, содержащее приспособл1ение для размещения изделий, укрепленное на штоке, связанном с роликовой кареткой. При этом приспособление для размещения изделий выполнено в виде кассеты, укрепленной на штоке 2.
Однако недостаточная равномерность нагрева и охлаждения транспортируемых изделий приводит к неравномерности механических свойств изделий, входящих в каждую садку, и обусловлено тем, что при перемещении изделий данным устройством через рабочее пространство печи, которое происходит поступательно и в одной плос10кости, воздействие температурного поля печи на транспортируемые изделия неоднородно. Все это приводит к тому, что перемещаемые изделия получают разное количество тепла от каждой из боковых стенок
15 печи.
Такая неоднородность воздействия наблюдается при транспортировке изделий через охлаждающее устройство из-за невозможности обеспечения идентичной работы сопел, установленных по боковым стен20кам, вследствие чего имеет место различный теплосъем с каждой стороны кассеты с изделиями.
Цель изобретения - улучшение равномерности нагрева и охлаждения изделий.
Поставленная цель достигается тем, что в устройстве, содержащем конвейер с роликовой кареткой и шток с приспособлением для размещения изделий, шток выполнен с возможностью вращения, а механизм вращения штока выполнен в виде шестерни, установленной на штоке и находяп1,ейся в зацеплении в зубчатой рейкой.
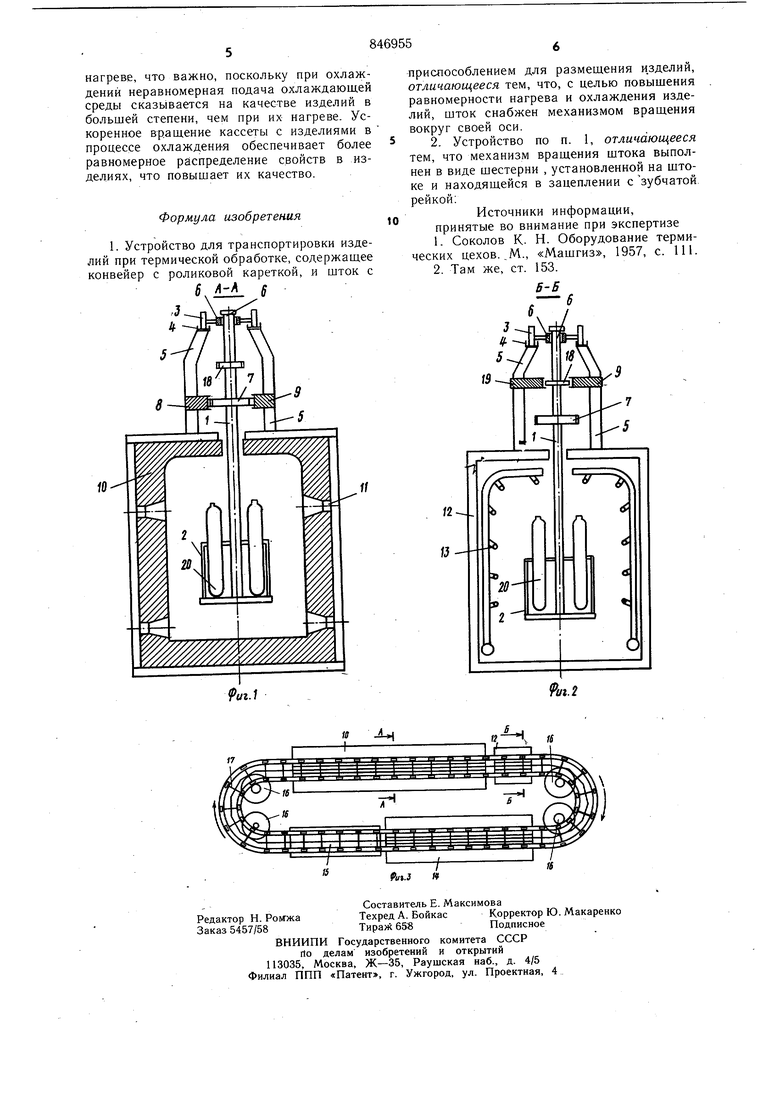
На фиг. 1 изображено предлагаемое устройство для транспортировки изделий при прохождении им рабочего пространства печи, разрез А-А на фиг. 3; на фиг. 2 - то же, при прохождении им охлаждающего устройства, разрез Б-Б на фиг. 3 - возможный вариант использова.ния предлагаемого устройства в схеме поточнойлинии для термической обработки изделий.
Устройство для транспортировки изделий при термической обработке содержит шток i с приспособлением для размещения изделий 2 .(выполненным, например, в виде кассеты). Шток 1 укреплен на роликовой каретке 3, установленной на направляющих 4 конвейерного механизма, размещенных, в свою очередь, на стойках 5. При этом шток 1 выполнен с возможностью вращения вокруг своей оси, что обеспечено размещением штока 1 на оси роликовой каретки 3 в подшипнике 6, и тем, что шток снабжен шестерней 7, находящейся в зацеплении с неподвижно укрепленной зубчатой рейкой 8. В одной плоскости с зубчатой рейкой 8, параллельной ей, размещена ограничительная рейка 9.
При использовании данного устройства в поточной линии, включающей печь 10 для закалки с горелками 11, ох.даждающее устройство 12 с соплами 13, печь 14 для отпуска, загрузочно-разгрузочное устройство 15, направляющие конвейерного механизма образуют замкнутый контур, который проходит через входящие в линию устройства..
Конвейерный механизм снабжен приводными звездочками 16, находящимися в зацеплении с бесконечной цепью 17, на которой жестко закреплены .роликовые каретки 3, а рейки 8 установлены вдоль печей 10 и 14, а также охлаждающего устройства 12.
Для увеличения скорости вращения щтока 1 при прохождении им рабочего пространства охлаждающего устройства 12 на штоке 1 может быть установлена дополнительная шестерня 18 меньшего диаметра, находящаяся в зацеплении с неподвижно укрепленной зубчатой рейкой 19 (например, имеющей меньший шаг зубьев), р.азмещеннрй вдоль охлаждающего устройства 12 вмес1о зубчатой рейки 8.
Работа предлагаемого устройства для транспортировки изделий при термической обработке их осуществляется следующим образом.
При приведении в движение конвейерного механизма путем вращения приводных звездочек 16 приводится в движение бесконечная цепь 17, а следовательно укрепленные на ней роликовые каретки 3. На участке транспортировки, вдоль которого размещена рейка 8 (19), плестерня 7(18) входит с ней в зацепление, и в результате поступательного перемещения роликовой каретки 3 шестерня 7 (18), обкатываясь по рейке 8 (19)
0 приводит во вращение вокруг своей оси шток 1 (вращающийся в подщипнике 6), несущий кассету 2 с размещенными в ней изделиями (например, микромалолитражными баллонами и т.д.) 20. При этом ограничительная рейка 9 обеспечивает положе5 ние штока 1 в вертикальной плоскос.ти, исключая его смещение от вертикальной оси. Таким образом, при использовании предлагаемого устройства в поточной линии осущесивляется поступательно-вращательное
Q движение изделий при нагреве (в печах 10 и 14) и охлаждении (в охлаждающем устройстве 12), что обусловлено размещением вдоль этих устройств соответственно зубчат111х реек 8 и 19, а следовательно, вращением штока 1, несущего кассету с из5 делиями 20.
На остальных участках транспортирования, в том числе в загрузочно-разгрузочном устройстве 15, изделия участвуют только- в поступательном движении (шток 1 не вращается). Для обеспечения более высокой скорости вращения изделий при прохождении ими через охлаждающее устройство 12 дополнительная шестерня 18, диаметр которой меньше диаметра шестерни 7, входит в зацепление с зубчатой рейкой 19 (имеющей меньщий щаг зубьев) тогда как при про-, хождении изделий через печи, 10 и 14 шестерня 7, имеющая больший диаметр, входит в зацепление с зубчатой рейкой 8, имеющей больший шаг зубьев, чем обеспечивается соответственно меньшая скорость вращения штока 1.
Применение предлагаемого устройства по сравнению с известным повыщает равномерность нагрева и охлаждения термообрабатываемых изделий.
Это обусловлено тем, что указанное устройство позволяет осуществлять непрерывное вращение передвигающейся кассеты с изделиями как при их нагреве, так и при охлаждении, что обеспечивает однородное тепловое воздействие на термообрабатываемые изделия от горелок, установленных на стенках печей, а также от сопел, установленных на стенках охлаждающего устройства.
Использование дополнительной щестерни меньшего диаметра позволяет обеспечить в процессе охлаждения вращение кассеты с изделиями с большей скоростью, чем при
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработки поршневых колец | 1979 |
|
SU855025A1 |
| Кольцевая печь для термическойОбРАбОТКи цилиНдРичЕСКиХ издЕлий | 1978 |
|
SU819543A1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Кольцевая печь для термическойОбРАбОТКи КОлЕц | 1978 |
|
SU850702A1 |
| Карусельная вакуумная печь | 1978 |
|
SU832285A1 |
| Установка для химико-термической обработки в кипящем слое | 1987 |
|
SU1560616A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Перекладчик штучных грузов сшАгОВОгО КОНВЕйЕРА | 1979 |
|
SU848449A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
