(54)ЛИНИЯ ПРОТЯЖКИ ОТВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Линия протяжки отводов | 1980 |
|
SU940891A1 |
| Линия протяжки отводов | 1987 |
|
SU1473872A1 |
| Линия протяжки отводов | 1980 |
|
SU893284A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| Пресс для изготовления трубных отводов | 1977 |
|
SU622533A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| Устройство для гибки труб | 1978 |
|
SU733783A1 |
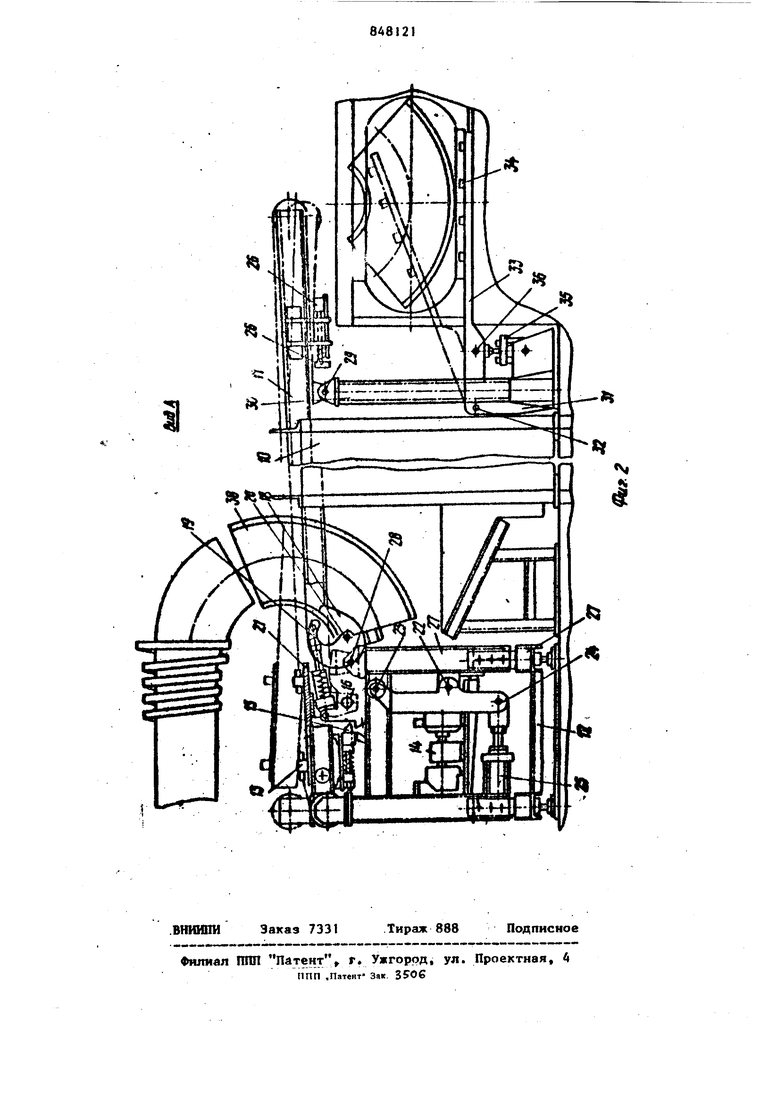
. I Изобретение относится к обработке металлов давлением, в частности к производству отводов, получаемых мет дом протяжки медных трубных заготово нагретых до температуры 1100 С на горизонтально-протяжном прессе. Наиболее близка к предлагаемой линия для изготовления трубных отводо к преимущественно большого диаметра, содержащая размещенные на раме гидравлический протяжной пресс с подвиж.ной и неподвижной траверсами н рогообрааи1« сердечником, механизм смазки заготовок, механизм загрузки заготовок на прртяжку, нагревательную я пресс для объемной правки к кяшмбровки СО Недостатком известной линии протяжки отводов является неполная меха низация технологического процесса протяжки. Цель настоящего изобретения - повывеиие степени механизации техноло гического процесса. Указанная цель достигается тем, гчто известная линия протяжки отводов преимущественно большого диаметра, содержащая размещенные на раме гидравлический ,протяжной пресс с подвижной и неподвижной траверсами и рогообразным сердечником, механизм смазки заготовок, механизм загрузки заготовок на протяжку, нагревательную камеру и пресс для объемной правки и калибровки, снабжена смонтированными на раме направляющими, механизмами загрузки и сброса отводов к прессу для объемной правки и калибровки, а также транспортирующим отводы органом, размещенным между этим прессом и механизмом его загрузки, при этом механизм загрузки отводов размещен на сходе отводов, с рогообрааного сердечника и выполнен в акце установленной в иаправлятдих рамы приводной каретки с лодпруживенивым фиксатором и захватного органа, а механизм сброса отводов выполнен S виде поворотной и пёр 3,8 тикальной плоскости от индивидуаль - ноге силового цилиндра рамки с гребенкой, захватный оргдн выполнен в виде шарнирно закрепленных на каретке ,и связангпох между собой шарниром двух губок,одна из которых подпружинена,и размещенных на раме силового цилиндра двуплечего рычага, одним плечом взаи модействующего с губками, другим связанного с силовым цилиндром и взаимодействующих с подпруткиненным фиксатором упоров с датчиками, а рама в зоие монтажа механизма загрузки отводов выпoJfнeнa с телескопическим разъемом, .а направляющие каретки связаны с ней шарнирно. . На фиг. I показана линия протяжки отводов в плане, общий вид; на фиг. 2 - виж А на фиг, J. Линия протяжки отводов содержит ги равлический протяжной пресс с подвижной 2 и нeпoдвижнъnvц 3 траверсами рогообразный сердечник 4,механизмы 5 и 6 з 1грузкй и смазки трубных заготовок соответственно нагревательную камеру 7, пресс 8 для объемной правки и калибровки. На сходе с рогообразного сердечника 4 расположены механизм 9 загрузки отводов к прессу 8 для объемной правки и калибровки, расположенный между механизмом 9 загрузки и прес-; сом Q для объемной правки и калибровки транспортирующий орган 10, н механизм сброса отводов. Механизм 9 загрузки отводов к прессу 8 для объемной правки и калибровки со держит перемещающуюся по направляЕсяцим 11 рамы 1 2 каретку 13, связанную с приводом J 4 и имеющую подпружиненный фиксатор 15, На каретке 3 с помощью шарнира 16 закреплен захватный орган 17, снабженный губками 18 и 19, связаншл ми между собой шарниром 20 Одна из Губок 19 подпружинена пружиной 21. На раме 12 с помощью шарнира 22 закреплен двуплечий рычаг, один ко кед 23 которого взаимодействует с за ватным органом 17, а другой кояец 24 связан с установленным на раме 12 си ловым цилиндром 25. Направляющие II снабжены упорами с датчиками 26, Рама 12 выполнена телескопической с возможностью регулирования по высоте при помощи разъемных стенок 27, а нвправляищие 1t закреплены с по14|401ЦЬю шарнира 28 на раме 12 шарнира 9 на поддерживаиощих стойках 30.. Механизм сброса отводов выполнен в виде закрепленной на основании 31 с помощью шарнира 32 рамы 33 с гребеикой 34 связанной с силовым циЛИЦДром 35 при помощи шарнира 36. Протяжка отводрв осуществляется следующим образом, , С помощью механизмов 6 и 5 осув ествляется смазка трубных заготовок 37 и их загрузка в протяжной пресс 1, при рабочем коде подвижной траверсы 2 трубные .заготовки 37 проталкиваются через нагревательную камеру 7 на рогообразный сердечник 4. При сходе рогообразного сердечника 4 отвод 38, опираясь на одну из губок (18 одновременно поворачивяет Другую (19), сжимая пружину 2 до полного захвата отвода 38. Далее следует команда на силовой цилиндр 25, который поворачивает конец рычага 23, После поворота рычага захватный орган 17 упирается в подпружиненный фиксятор 15 и каретка 13 перемещает клещеьой захват 17 с отводом 38 по напрашьтющйм I1 к прессу для объемной правки и калибровки 8. В конце хода каретки 13 подпружиненный фиксатор 15 взаимодействует с упорами 26, которые сжимают пружину фиксатора 15, освобождая захватнь1й орган 17, н отвод 38 сбрасывается в пресс-для объемной npaBiai и калибровки В. Датчики упоров 26 дают команду на возврат каретки 13 в исходное положение и на включение пресса для осуществления операции правки и калибровки отвода. После окончания этой cmepaijMB подается команда на силовой uttmiiwp 35, который, поворачивая раму 33 с гребенкой 34, сбрасывает отвод 38 на транс портмрующий орган 10. Формула изобретения 1, Лзлючя протяжки отводов, преимуцественио больших диаметров, содержащая размещенные на раме гидравлический протяжной пресс с подчижной и неподвижной траверсами и рогообраэным сердечником, механизм смазки заготовок, механизм загруэки заготовок на протяжку, нагревательнуто камеру и npecc для объемной правки и калибровки, отличающаяся теМ| что,-с целью, повышения степени механи заци) технологического процесса,ока снабжена смонтирован1шми .на раме яа-ь правляюцинн, механизмами загрузки н сброса отводов к прессу для объемной правки и калибрввки, а также транспор тируюйрп отводы органом, размелценным между тнм прессом и механизмом его загрузки, при зтом механизм загрузки отводов размещен на сходе отводов с рогообразного сердечника и выполнен в виде установленной в направляющих рамы приводной каретки с подпружияен ным фиксатором и захватного органа, а механизм сброса отводов выполнен в виде поворотной в вертикальной плоскости от индивидуального силового ци линдрв рамки с гребенкой. 2. Линия по , отличаюц а я с я тем, что, захватный орган выполнен в виде шарннрно закрепленных на каретке и связанных между собо шарниром двух губок, одна из кото816 рых подпружинена«.и размещенных на раме силового цилиндра, двуплечего рычага, одним плечом взаимодействуюцего с губками, другим связанного с силовым цилиндром, и взаимодействую;Цих с подпружинениьм фиксатором упо1)к)8 с датчиками. ; 3. Линия по П.1, отличающаяся тем, что, с целью обеспечения переналадки линии на различные пшоразмеры отводов, рама в. зоне монтв жа механизма загрузки отводов выполиена с телескопическим разъемом, а направлямцие каретки связаиы сней шариирно. Источники информации, принятые во внимание при экспертизе I. Изготовление штамповкой и протяжкой стальных фитингов, применяемых в нефтяиой промышленности . Тематические научно-технические обзоры ВНИИОЖГ 1966, серия ефтезаводское рборудованне « М., с, 67-70, рис,31.
