(54) ЛИНИЯ ПРОТЯЖКИ ОТВОДОВ
Изобретение относится к обработке металлов давлением и может быть использовано в производстве отводов методом горячей протяжки трубных заготовок на горизонтальном протяжном прессе.
Известна линия протяжки отводов, содержащая установленные по ходу технологического процесса гидравлический протяжной пресс с 1МеханизмаМи загрузки и смазки, рядом рогообразных сердечников, нагревательную камеру и пресс объемной правки и калибровки отводов с (механизмами транспортиров(ки и поштучной выдачи отводов 1.
Недостатком этой линии протяжки отводов является сложность механизмов транспортировки и поштучной выдачи отводов, в которые входят каретка для транспортировки отводов, устройство для съема отводов, механизм поштучной выдачи.
Указанные механизмы обеспечивают только подачу отвода в рабочую зону пресса без фиксации его в матрице штампа, которая должна осуществляться в данной линии с применением ручного труда.
При этом нагретый отвод, совершая длительный путь от протяжного пресса к прессу объемной правки и калибровки, теряет температуру нагрева. Это влияет на
качество отводов в процессе объемной правки и калибровки.
Целью изобретения является повышение производительности за счет механизации процесса протяж1ки.
Поставленная цель достигается тем, что в линии протяжки отводов, содержащей установленные по ходу технологического процесса гидравлический протяжной пресс
10 с механизмами загрузки и смазки, рогообразными сердечниками, нагревательную камеру, пресс объемной правки и калибровки отводов с механизмами транспортировки и поштучной выдачи отводов, меха15низм транспортировки выполнен в виде тягового органа с индивидуальными ячейками для отводов и снабжен упором, управляемым датчиком, взаимодействующим с одной из ячеек. Меха20низм поштучной выдачи отводов выполнен в виде цепного транспортера, тяговый орган которого снабжен установленными по обе стороны индивидуальных ячеек захватами с пазами для снятия отводов с инди25видуальных ячеек, а пресс объемной правки и калибровки отводов снабжен поворотным револьверным диском с матричными гнездами.
Тяговый орган выполнен в виде много30рядной цепи, один ряд которой установлен
в подпружиненном зажиме, размещенном на ячейке, взаимодействующей с управляемым датчиком упором.
Механизм поштучной выдачи отводов снабжен кареткой захвата отводов, шарнирно закрепленной на тяговом органе.
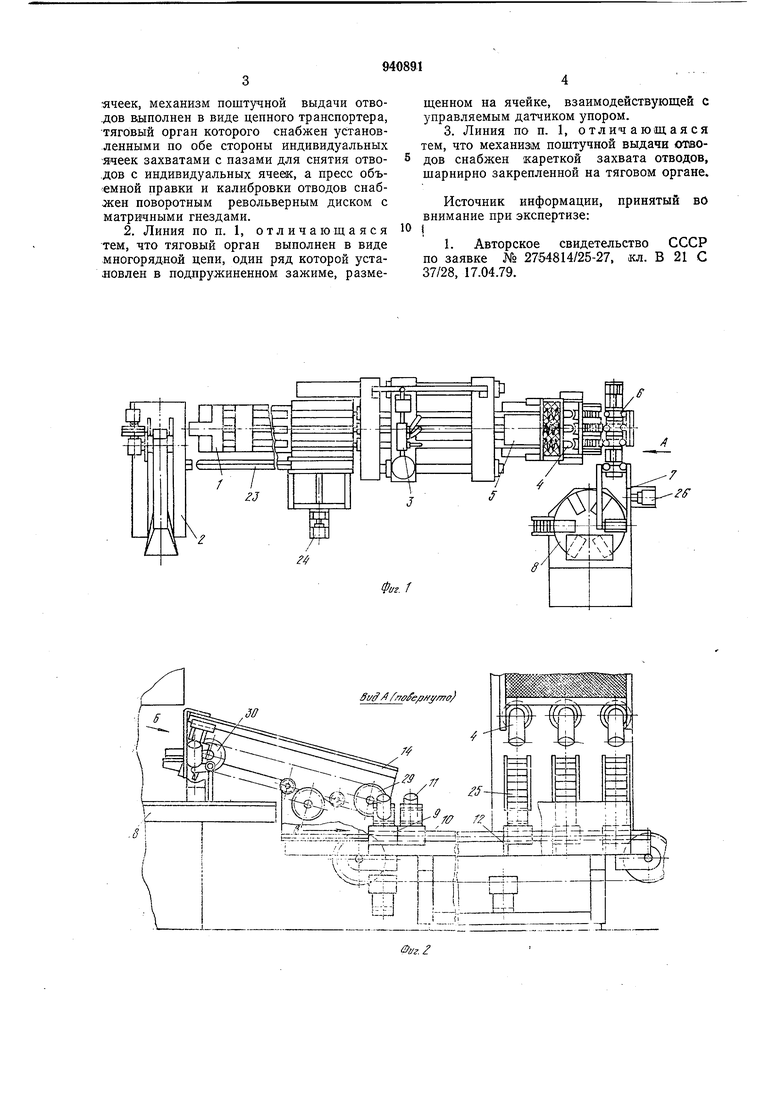
На фиг. 1 показана линия протяжки отводов в плане; на фиг. 2 - вид А фиг. 1; на фиг. 3 - вид Б фиг. 2; на фиг. 4 - вид В фиг. 2.
Линия протяж1ки отводов содержит гидравлический протяжной пресс 1 с механизмами загрузки 2 и смазки 3 трубных заготовок и рядом рогообразных сердечников 4, а также нагревательную камеру 5, механизмы транспортировки 6 и поштучной выдачи 7 отводов и пресс 8 объемной правки и калебровки отводов.
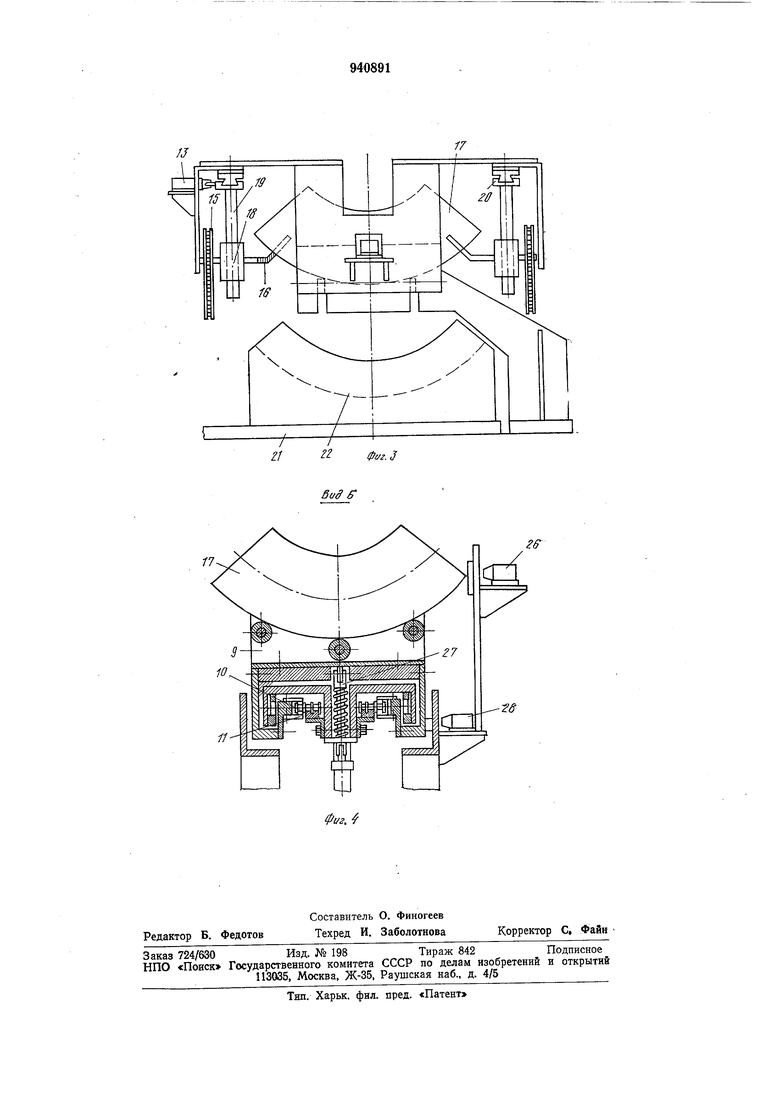
Механизм транспортировки отводов (фиг. 2) снабжен индивидуальными ячейками 9 для отводов, установленными на тяговом органе, выполненном в виде многорядной цепи 10 (фиг. 3), один ряд которой имеет возможность перемещения в подпружиненном зажиме М, установленном на ячейке 9, взаимодействующей с упором 12, управляемым датчиком 13 (фиг. 4).
Механизм поштучной выдачи отводов выполнен в виде цепного транспортера 14, тяговый орган 15 которого снабжен захватами 16, расположенными по обе стороны ячеек 9 и имеющими пазы 17 для снятия отводов. Захват 16 механизма поштучной выдачи установлен на каретке 18, шарнирно закрепленной на тяговом органе 15 и имеющей возможность перемещения в направляющих 19, имеющих в свою очередь возможность плоако-параллельного перемещения, например, в направляющих 20.
Пресс для объемной правки и калибровки отводов 8 снабжен поворотным револьверным диском 21 с матричными гнездами 22.
Протяжка осуществляется следующим образом.
Трубные заготовки- из механизма загрузки 2 подаются на наклонный лоток 23 и далее поступают в каретку-накопитель 24. Отсюда ориентированные трубные заготовки подаются в рабочую зону пресса 1. Далее заготовки проталкиваются на штанги, где происходит их одновременная смазка при помощи механизма смазки 3 и центрирование торцов. По штангам заготов|ки подаются в нагревательную камеру 5 и далее на рогообразные сердечники 4.
После схода с рогообразного сердечника отвод 17 попадает на лоток 25, который сбрасывает отвод в индивидуальную ячейку 9 механизма транспортировки 6.
В исходном положении ячейка 9 при помощи упора 12 устанавливается на механизме транспортировки 6 в ряд с 25.
При взаимодействии ячейки 9 с упором 12 происходит проскальзывание ячейки 9 относительно тягового органа, который представляет собой многорядную цепь 10. 5 При атом подпружиненный зажим И, закрепленный с одной стороны на ячейке 9 и с другой стороны зажимающий своими губками один ряд цепи, разжимается под действием ролеков движущейся цепи 10.
10 После попадания отвода 17 в ячейку 9 поступает команда от датчика 26 на снятие упора 12, и ячейка с отводом перемещается в зону работы механизма поштучной выдачи 7 до следующего упора 27. В конце
5 хода ячейка 9 находит на упор 27 и подает команду от датчика 28 на включение механизма пощтучной выдачи 7.
В исходном положении каретка 18 с закрепленными на ней захватами 16 находится на нижней ветке цепного транспортера 14. По команде от датчика 28 каретка 18, шарнирно закрепленная на тяговом органе 15, перемещается вместе с направляющими 19 по направляющей 20 в зону съема отвода из ячейки. В момент прохождения звездочки 29 Цепного транспортера 14 каретка начинает подниматься, перемещаясь по направляющим 19, и захватами 16 поднимает отвод из ячейки 9.
0 Далее каретка 18 переходит на верхнюю ветку цепного транспортера 14 и перемещается вместе с ориентированным отводом 17 параллельно тяговому органу 15 по направляющим 20 к пози,ции загрузки поворотного револьверного диска 21 пресса объемной правки и калибровки 8. В конце хода в момент прохождения звездочки 30 цепного транспортера 14 каретка 18 начинает опускаться, перемещаясь по направляющим 19, и захваты 16 опускают отвод в ориентированном положении в матричное гнездо 22 револьверного диска 21 пресса объемной правки и калибровки 8. С позиции загрузки отвод подается при помощи
5 револьверного диска 21 на позиции объемной правки и калибровки, а затем выгружается.
Формула изобретения
I. Линия протяжки отводов, содержащая установленные по ходу технологического процесса гидравлический протяжной пресс с механизмами загрузки и смазки и
рогообразными сердечниками, нагревательную камеру, пресс объемной правки и калибровки отводов с механизмами транспортировки и поштучной выдачи отводов, отличающаяся тем, что, с целью повышения производительности за счет механизации процесса протяжки, механизм транспортировки выполнен в виде тягового органа с индивидуальными ячейками для отводов и снабжен упором, управляемым
датчиком, взаимодействующим с одной из
ячеек, механизм поштучной выдачи отводов выполнен в виде цепного транспортера, тяговый орган которого снабжен установленными по обе стороны индивидуальных -ячеек захватами с пазами для снятия отводов с индивидуальных ячеек, а пресс объемной правки и калибровки отводов снабжен поворотным револьверным диском с матричными гнездами.
2. Линия по п. 1, отличающаяся тем, что тяговый орган выполнен в виде многоряднол цепи, один ряд которой установлен в подпружиненном зажиме, размещенном на ячейке, взаимодействующей с управляемым датчиком упором.
3. Линия по п. 1, отличающаяся тем, что механиз(м поштучной выдачи отводов снабжен кареткой захвата отводов, щарнирно закрепленной на тяговом органе.
Источник информации, принятый вО внимание при экспертизе:
10 i
1. Авторское свидетельство СССР по заявке № 2754814/25-27, кл. В 21 С 37/28, 17.04.79.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Линия протяжки отводов | 1979 |
|
SU848121A1 |
| Линия протяжки отводов | 1987 |
|
SU1473872A1 |
| Линия протяжки отводов | 1980 |
|
SU893284A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| Устройство для пакетирования бревен и выравнивания их торцов | 1974 |
|
SU602436A1 |
| Установка для правки-калибровки | 1986 |
|
SU1412854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
| Устройство для подачи и удаления заготовок | 1985 |
|
SU1279718A1 |