Известные в металлургической промышленности способы производства двутавровых балок предусматривают большое число пропусков.
Предлагаемый способ прокатки тонкостенных двутавровых балок, позволяющий прокатывать их на обычных крупносортных станах, отличается тем, что при первых нескольких пропусках производится разрезание черновой заготовки в калибрах валков, имеющих по два клиновых гребня, в результате чего образуются боковые фланцы балки и утолщенная средняя часть стенки, а при последующих пропусках утолщенная средняя часть стенки прокатывается (обжимается) таким образом, что масса металла в большей своей части испытывает вынужденное уширение, т.е. идет на образование соответствующей ширины профиля (высоты балки). Уменьшение толщины средней части стенки используется также для удлинения профиля за счет интенсивной обработки фланцев при ограничении уширения в закрытом калибре.
Предлагаемый способ уменьшает количество пропусков, при котором возможно получить заданный профиль двутавровых балок.
На фиг. 1 показана фасонная заготовка для прокатки двутавровой балки №40. Разрезание этой заготовки происходит в калибрах валков (см. фиг. 2 и 3), имеющих по два клиновых гребня, в результате чего за два прохода образуются боковые фланцы балки и утолщенная средняя часть стенки.
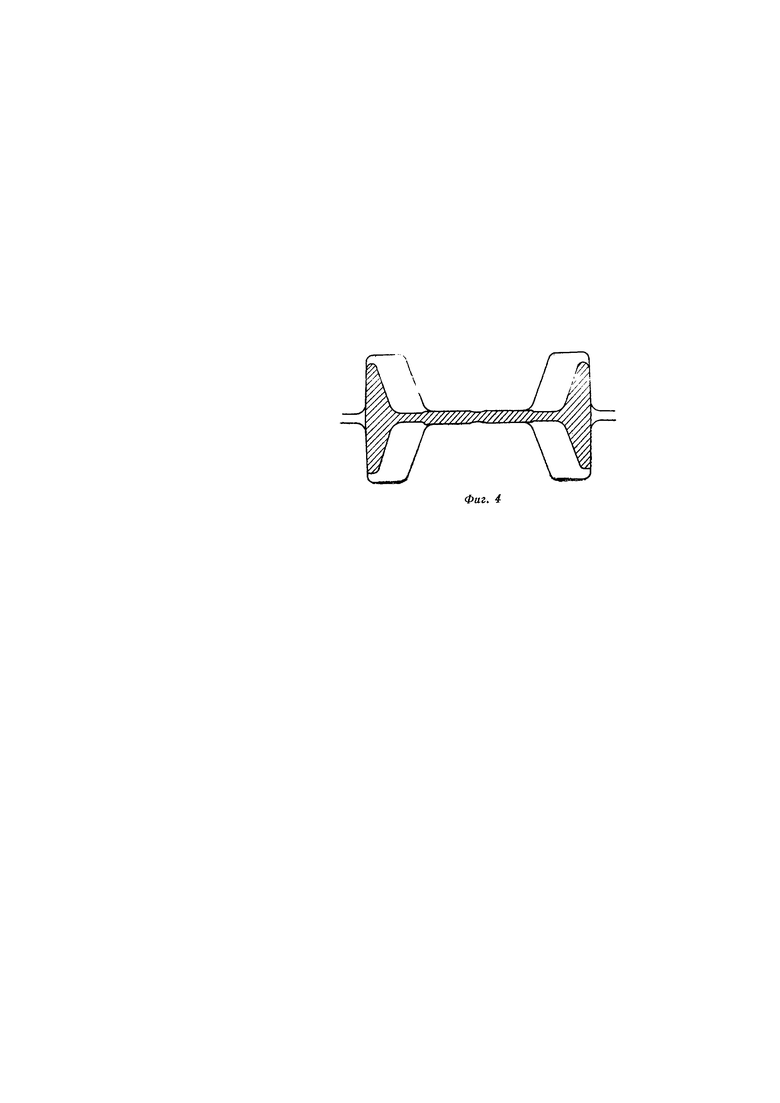
Обжим средней части стенки происходит в калибрах валков (см. фиг. 4), в результате чего масса металла в большей своей части идет на образование высоты балки.
После третьего калибра уменьшение толщины средней части стенки используется для удлинения профиля за счет интенсивной обработки фланцев при ограничении уширения в закрытом калибре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
| Способ изготовления двутавров | 1985 |
|
SU1380811A1 |

1. Способ прокатки тонкостенных двутавровых балок, позволяющий производить их прокаткой на обычных крупносортных станах, отличающийся тем, что при первых нескольких пропусках производится разрезание черновой заготовки в калибрах валков, имеющих по два клиновых гребня, в результате чего образуются боковые фланцы балки и утолщенная средняя часть стенки, а при последующих пропусках утолщенная средняя часть стенки прокатывается (обжимается) таким образом, что масса металла в большей своей части испытывает вынужденное уширение, т.е. идет на образование соответствующей ширины профиля (высоты балки).
2. Способ по п. 1, отличающийся тем, что уменьшение толщины средней части стенки используется также для удлинения профиля за счет интенсивной обработки фланцев при ограничении уширения в закрытом калибре.
