Изобретение относится к литейном производству, в частности к литниковым системам, и может быть исполь зовано при залив.ке крупногабаритньк KopnycHbDC деталей с применением тех нологии суспензионной разливки металлов и сплавов. Известно устройство для слива и модифицирования жидкого металла, включающее центробежный металлоприемник с тангенциальным входным каналом и выходным каналом, выполненным соосно с металлоприемником ij. Известна также литниковая систем для суспензионного литья, тангенциальный входной канал которой служит для создания вращательного движения жидкости (металла) в вихревой чаше 2 . Однако эти устройства могут быть эффективно использованы только для создания вращательного движения относительно для небольших весовых расходов металла (100 кг/с). Наиболее близкой к изобретению по технической сущности и достигаемому результату является тангенциальная литниковая система, состояща из литниковой воронки, стояка и питателей, используемая при литье крупных валков. Двухсторонний наружный тангенциальный подвод металл сифоном обеспечивает более равномер ное окружное распределение поля ско ростей и температур в отливаемых де талях sj. Однако при отливке крупногабаритных корпусных деталей и арматуры имею1цих наружный размер (диаметр) более 1 м, обеспечение вращательног движения металла в теле отливки за счет наружного тангенциального подвода расплава значительно усложняет конструкцию литниковой системы. Требуется либо использование нескольких стояков, либо применениЬ протяженных шлакоуловителей (литни ковых ходов), что увеличивает непроизводительный расход металла на литниковую систему и снижает выход годного литья. Кроме того, известные литниковые системы с внутренним подводом металла, в литейную полость не позволяют осуществить в ней вращательное движение расплава без эррозионного размыва формы потоком металла, истекающим из питателей. 02 Целью изобретения является снижение расхода металла на литниковую систему и увеличение выхода годного. Поставленная цель достигается тем, что в литниковой системе для заливки крупногабаритных корпусных деталей, состоящей из литниковой воронки, стояка и питателей, каждый питатель снабжен коленообразным патрубком, установленным непосредственно в полости отливки с углом поворота выходного сечения патрубка к входному сечению патрубка равным 90 , а радиус кривизны патрубка составляет 1,5-2,5 диаметра питателя. На фиг. 1 изображена предлагаемая литниковая система; на фиг. 2 сечение А-А на фиг. 1. Литниковая система состоит из литниковой воронки 1, стояка 2, питателей 3 и коленообразных патрубков 4, количество которых равно количеству питателей. Установка и крепление патрубков производится не- посредственно при формовке таким образом, чтобы выходные сечения.питателей и входные сечения патрубков совмещались. Конструкция одного из вариантов патрубков с узлами крепления при- . ведена на фиг. 2. Патрубок 4 представляет собой коленос углом поворота, равным 90 , внутреннее сечение которого геометрически подобно выходному сечению питателей. Угол поворота выбирается с учетом предотвращения размыва внешней и внутренней стенок литейной формы. Кроме того, при тангенциальном вводе металла в форму имеет место максимальная закрутка потока, поскольку в этом случае тангенциальная составля-. ющая струи металла при входе в форму равна скорости потока металла на выходе из патрубка 4. При уменьшении или увеличении угла поворота колена снижается интенсивность вращательного движения потока металла в форме, обусловленная уменьшением тангенциальной составляющей скорости металла на выходе из патрубка 4. Радиус кривизны колена R d(1 52,5), где-d диаметр питателя. НижНИИ предел выбран с учетом ограничения потерь напора при течении в нем металла, а верхний - с учетом ограничения массы патрубка, который
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Литниковая система | 1984 |
|
SU1210958A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Литниковая система | 1982 |
|
SU1113206A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Литниковая система | 1978 |
|
SU719785A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
ЛИТНИКОВАЯ СИСТЕМА для заливки крупногабаритных корпусных деталей, состоящая из литниковой воронки, стояка и питателей, отличающаяся тем, что,с целью снижения расхода металла на .литниковую систему и увеличения выхода годного, каждый питатель снабжен коленообразным патрубком, установленным непосредственно в полости отливки с углом поворота выходного сечения патрубка к входному сечению патрубка, равным 90 , а радиус кривизны патрубка составляет 1,5-2,5 диаметра питателя.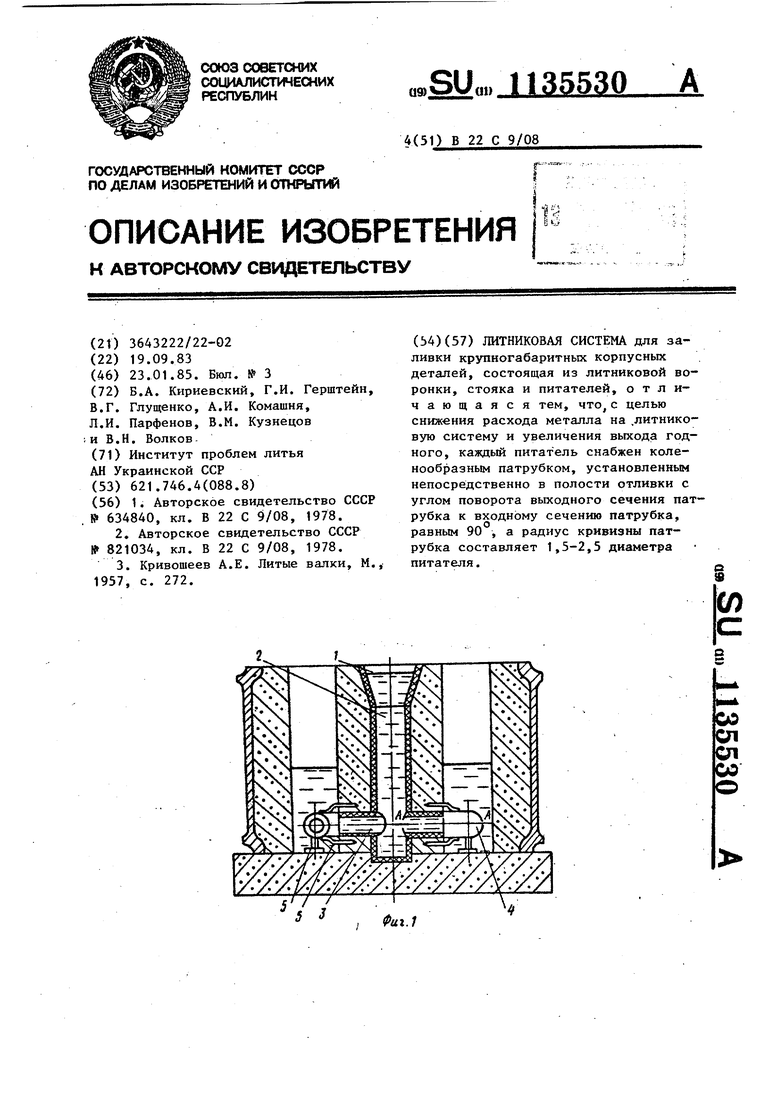
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стакан для слива и модифицирования жидкого металла | 1976 |
|
SU634840A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Литые валки, М., 1957, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
