(54) УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| Линия для изготовления арматурных сеток | 1981 |
|
SU1006130A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |


1
Изобретение относится к изготовлению плоских арматурных сеток и каркасов и может быть использовано в производстве железобетонных конструкций.
Известно устройство для шаговой подачи, содержащее каретку, соединенную с приводом телескопическим рычагом, закрепленным на основании с возможностью поворота 1.
Однако это устройство не позволяет изготавливать изделия с большим количеством шагов между поперечными стержнями и изменять шаг в процессе изготовления сетки.
Цель изобретения - автоматическое изменение шага поперечных стержней сеток.
Поставленная цель достигается тем, что устройство снабжено закрепленными на оси поворота телескопического рычага программным диском криволинейного очертания переменного радиуса и храповым колесом, число зубьев которого кратно количеству поперечных стержней, а телескопический рычаг оснащен подвижным щупом, установленным в его полости и взаимодействующим с программным диском.
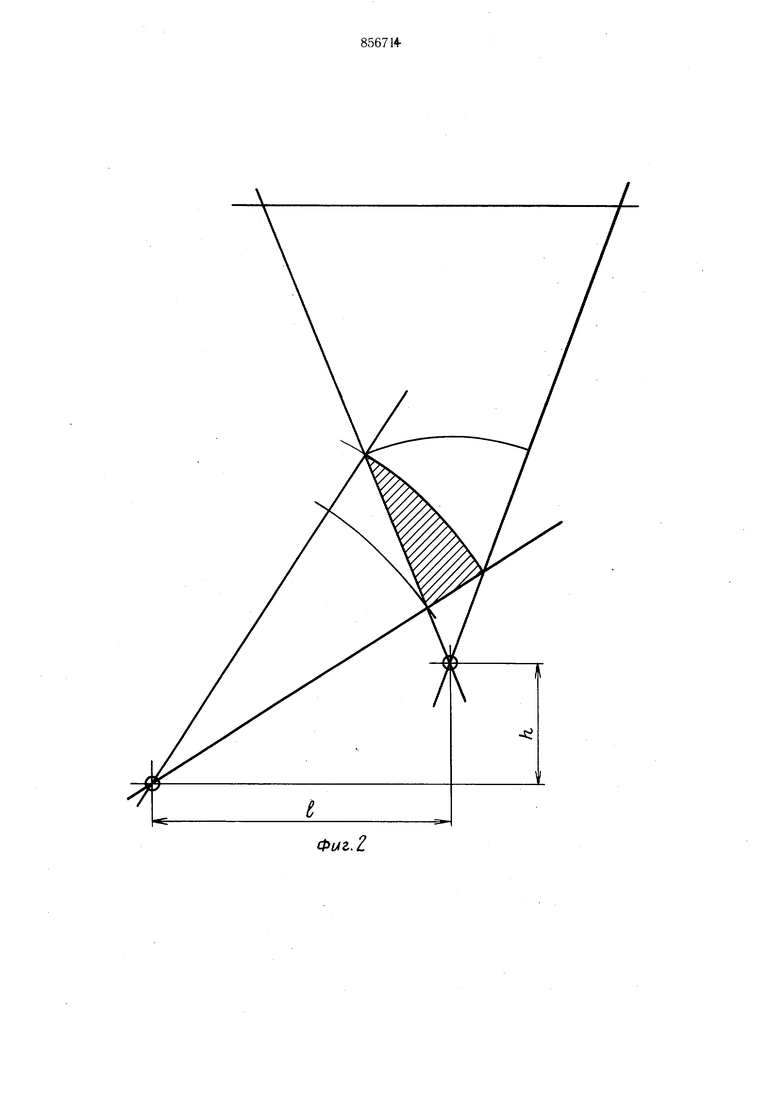
На фиг. 1 схематично изображено предлагаемое устройство, общий вид; на фиг. 2 кинематическая схема устройства; на фиг. 3 диаграмма зависимости радиуса программного диска от величины шага; на фиг. 4 - пример расчета радиусов диска в зависимости от шага поперечных стержней.
Устройство содержит каретку 1 с толкателями 2, горизонтальное перемещение которой по направляющим 3 ограничено упором 4. Каретка 1 шарнирно закреплена на телескопическом рычаге 5.
10
В нижней части рычага 5 имеется паз, в котором перемещается палец 6, связанный со штоком 7 пневмоцилиндра 8, шарнирно закрепленного на станине. В верхней части полого рычага 5 закреплен пневмо15 цилиндр (на чертеже не показан), приводящий в действие щуп 9, при рабочем ходе прижимающий его к программному диску 10, при холостом - выводящий в крайнее верхнее положение. На общей оси с рычагом 5 и программным диском 10 криволинейного очертания переменного радиуса насажено храповое колесо 11.
До начала изготовления партии однотипных изделий в устройстве устанавливается храповое колесо 11, число зубьев которого кратно количеству поперечных стержней каркаса, и программный диск 10 криволинейного очертания, конфигурация которого соответствует программе изменения шагов.
При расчете конфигурации диска каркас условно разбивают на участки, на каждом из которых шаги между поперечными стержнями одинаковы.. Затем для определения конфигурации диска окружность его (maxR 600 мм) в градусах делится на число, равное количеству поперечных стержней заданного каркаса, т. е. на п углов, каждый из которых равен «((.
Длина каждого отдельного участка каркаса с равными шагами соответствует длине дуги, определяемая формулой
J 2Tfd.l р ЬСГ
где -i-ый угол, радиан;
R - количество стержней на участке с равными шагами. Радиус каждого сектора зависит от величины шага и определяется по диаграмме. Диаграмма (фиг. 3) построена для каркасов с шагом поперечных стержней, изменяющимся от О до 600 мм, и таким расположением пневмоцилиндра, которое соответствует кинематической схеме (фиг. 2) при отношении -B-h 2,6.
Устройство работает следуюшим образом, В исходный момент каретка 1 находится в крайнем левом положении, определяемом ограничителем 4,установленным на направляших 3. Пневмоцилиндр, находяш,ийся в верхней части полого рычага 5, прижимает щуп 9 к программному диску 10, задавая величину шага. Затем под действием штока 7 пневмоцилиндра 8 рычаг 5 поворачивается по часовой стрелке, перемещая каретку 1 вместе с толкателем 1 вправо. По пути движения толкатели 2 захватывают поперечный стержень 12 свариваемой заготовки и протягивают последнюю на заданный шаг, определяемый положением пальца 6 на рычаге 5 в крайнем правом положении, которое изменяется в зависимости От величины радиуса программного диска 10, в точке опирания в него щупа 9.
Таким образом, при изменении соотношения плеч рычага 5 изменяется и величина шага. Храповое колесо 11 служит для поворота программного диска 10 на заданный угол в момент холостого хода каретки.
Далее цикл повторяется.
Устройство согласно варианту с цангоными захватами, используемое для протяжки заготовки, работает аналогично описанному, но в нем ограничивается не возвратный, а рабочий ход каретки. Изменяемый шаг протяжки определяется величиной возвратного (холостого) перемещения цанг.
Устройство согласно варианту с цанговыми захватами аналогично работает на подаче поперечной арматуры с бухты. Но
в этом случае величина возвратного хода определяет не шаг, а длину поперечного стержня, т. е. устройство может быть использовано и для подачи поперечных стержней разной длины.
Использование предлагаемого устройства для изготовления арматурных каркасов позволяет автоматически изменять шаг или длину поперечных стержней без дополнительной переналадки в процессе изготовления, что приводит к значительному повышению производительности.
Формула .изобретения
Устройство для шаговой подачи, преимущественно арматурных сеток, содержашее каретку, соединенную с приводо.м телескопическим рычагом, закрепленным на основании с возможностью поворота, отличающееся тем, что, с целью .авто.матического изменения шага поперечных стержней сеток, устройство снабжено закрепленными на оси поворота телескопического рычага программным диском криволинейного очертания переменного радиуса и храповым колесом, число зубьев которого кратно количеству поперечных стержней, а телескопический рычаг оснащен подвижным щупом, установленным в его полости и взимодействуюшим с программным диском.
Источники информации,
принятые во внимание при экспертизе
77
F
10
n
////////////// Фиг. 1
шо
200
о-
к, мм
f, мм (шаг)
400
300 500600
Фиг.З
