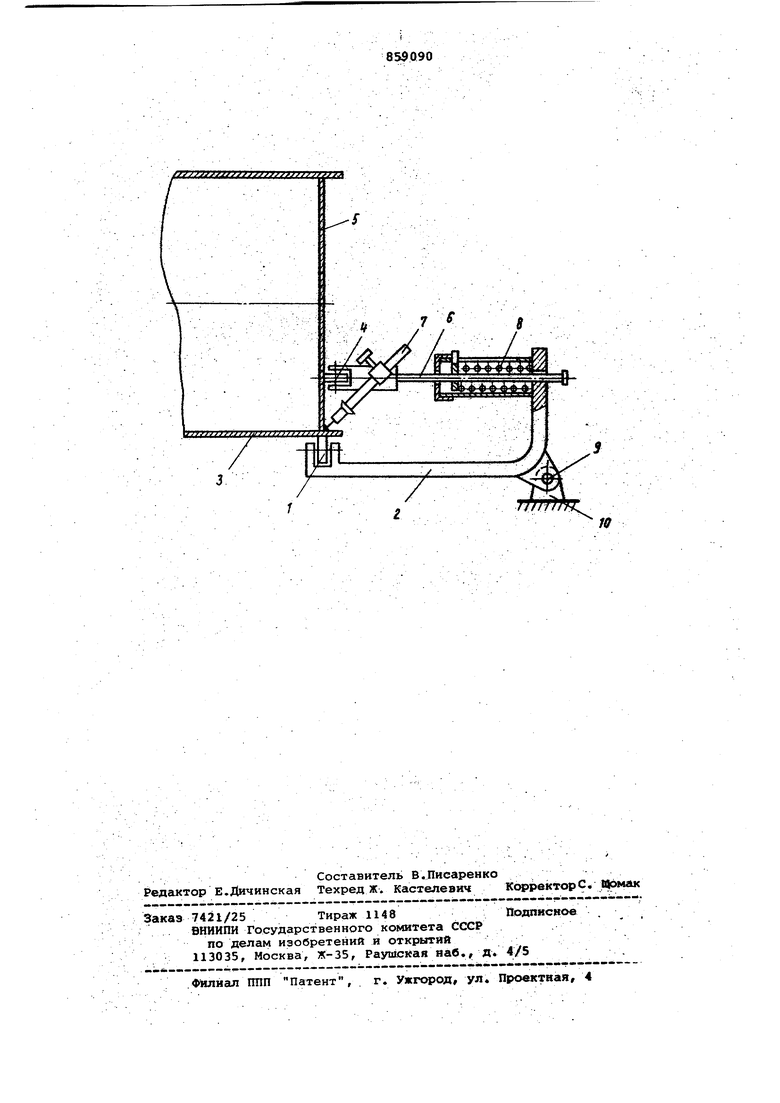
жает точность направления горелки по .стыку и соответственно снижает качество шва. . Цель изобретения - повышение качества сварки путем повьяиения точнос ти, направлениясварочной, горелки по стыку. Поставленная Цель достигается тем что в следящем устройстве для сварки угловых швов металлоконструкций, пре имущественнотел вращения, содержаще смонтированные на основании сварочную горелку и дерясатель горелки, включающий два.опорных ролика, ось вращения одного из которых расположе на перпендикулярно продольной оси устройства, а ось вращения другого параллельно продольной оси устройств держатель сварочной горелки по стыку выполнен в виде Ггобразного рычага, своим углом шарнирно установленного на основании, и подпружиненной относительно Г-образного рычага штанги, при этом штанг.а смонтирована на одном плече рычага, а на свободном кон це штанги смонтирован опорйый роликч ось вращения которого перпендикулярна продольной оси изделия, и сварочная горелка, а на другом плече Гобразного рычага смонтирова1а опорный, ролик, ось вращения которого, параллельна продольной оси изделия. На уертеже схематично изображено следящее устройство для сварки угловых швов., Опорный ролик 1 на Г-образном рычаге 2 опирается на поверхность свариваемого изделия 3 в виде тела вращения. Опорный ролик 4, опирающийся на вертикальный элемент 5 изделия, закреплен на подпружиненной штанге б, несущей сварочную горелку 7. Пружина 8 поддерживает опорные ролики в рабочем положении, поворачивая Г-образный рычаг 2 на шарнире 9, установленном на основании 10. Во время взаимного перемещения свариваемого изделия следящего устро ства для сварки (например, вращение изделия при неподвижном закреплении следяшего устройства для сварки или перемещение следяшего устройства, установленного на тележке, вдоль неподвижного изделия) перемещение изделия 3 вверех или вниз вызывает поворот Г-образного рычага 2 вокруг Иарнира 9 и соответственно перемещение штанги б со сварочной горелкой 7 При перемещении элемента 5 вправо ил влево штанга б под действием пружииы 8 смещае ролик и сварочную горелку 7, сохраняя неизменным взаимное поло жение, элемента 5 и горелки 7, Отрегу лированное при настройке следяицего устройства.« Следящее устройство проектируется для устайовки в стенде для сварки кольцевых швов барабанов сельскохог2дйС1:венных катков. Диаметр барабана 380 мм, толщина свариваемых элементов 2,5 лм. Следщее устройство устанавливается неподвижно с возможностью фиксированного перемещения/ а барабаи вращается специальным приводом. Применение предлагаемого следящего устройства позволяет повысить точность направления электрода горелки по свариваемому стыку также за счет того, что опорньй ролик 1 устанавливается в непосредственной близости от свариваемого шва, при этом брызги электродного металла от свар-, ки углекислым газом не препятствуют работе устройства ввиду того, что опорный ролик 1 оказывается защищенным поверхностью изделия. Предлагаемое следящее устройство позволяет повысить точность направления горелки по шву и снизить объем работ по подварке при непроваре шва и увеличить производительность за счет одновременной сварки барабана с двух сторон. . Предполагаемый экономический эффект от внедрения следвэяиего устройства составит 23,2 тыс. руб в год. Формула изобретения Следящее устройство для сварки угловых швов металлоконструкций, преимущественно, тел вращения, содержащее смон.тированные на основании сва.рочную горелку и держатель горелки, включающий два опорных ролика, ось вращения одного из которых расположена перпендикулярно продольной оси устройства, а Ось вращения другого параллельно продольной оси устройства, 0т л И ч а ю щ е ее я тем, что с целью повьпаения качества сварки путем ловьпдения точности направления сварочНой горелки по стыку, держатель сварочной горелки выполнен в виде Г-образного рычага, своим углом шарнирно установленного на основании, и подпружинеиной относительно Г-образного рычага штанги, при этом штанга смонтирована на одном плече рычага, а на сврбодном конце штанги смонтирован опорный ролик, ось вращения которого перпендикулярна продольной оси Изделия, и сварочная горелка а на другом плече Г-образного рычага смонтирован опорный ролик, ось вргиценйя которого параллельна продольной оси изделия. Источники информации, принятые so внимание при экспертизе 1.Сварочное производство Каталогсправочник. Наукова думка , 1968, ч. 1j с. бб, 67. 2.Авторское свидетельство СССР №361562, кл. В 23 К 37/02, 27.07.71., 3.Автсэрское свидетельство СССР 402444, кл. В 23 К 37/02, 03.01.69 1Спрототип).
ff fjf rfff7frfjff
j,,ffff,rr,,,.l,,f,fJTrrrfff
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Следящее устройство для сварки угловых швов | 1980 |
|
SU933339A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Установка для сварки продольных стыков с деформированием металла шва | 1985 |
|
SU1260147A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Установка для автоматической сварки | 1989 |
|
SU1687414A1 |