00 О)
о со со
Изобретение относится к обработке металлов давлением и может быть Использовано в трубопрокатном производстве для обработки труб со стыком
Известно устройство для определения положения стыка труб, содержащее раму, трубообрабатывающий станок с системой управления и механизм контроля диаметра трубы, связанный с системой управления трубообрабатывающего станка СОНедостатком известного устройства является его низкая надежность вследствие повышенной чувствительности использованных в-нем детекторов к внешним воздействиям.
Цель изобретения - повышение надежности работы устройства.
Цель достигается тем, что устройство для определения положений стыка труб, содержащее раму, трубообрабатывающий станок с системой управления и механизм контроля диаметра трубы, связанный с системой управления трубообрабатЫвающего станка, снабжено механизмом определения длины стыка, а механизм контроля диаметра трубы вьшолнен в виде закрепленного На раме корпуса со смонтированными в нем с возможностью возвратно-поступательного перемещения подпружиненными рычагами с упорами и датчика положения стыка, связанного с механизмом определения длин стыка, при этом механизм определения длины стыка вьтолнен в виде приводной каретки с узлом захвата трубы, двух переключателей, установленных на раме с возможностью взаимодействия с кареткой и связанных с системой управления трубообрабатывающего станка.
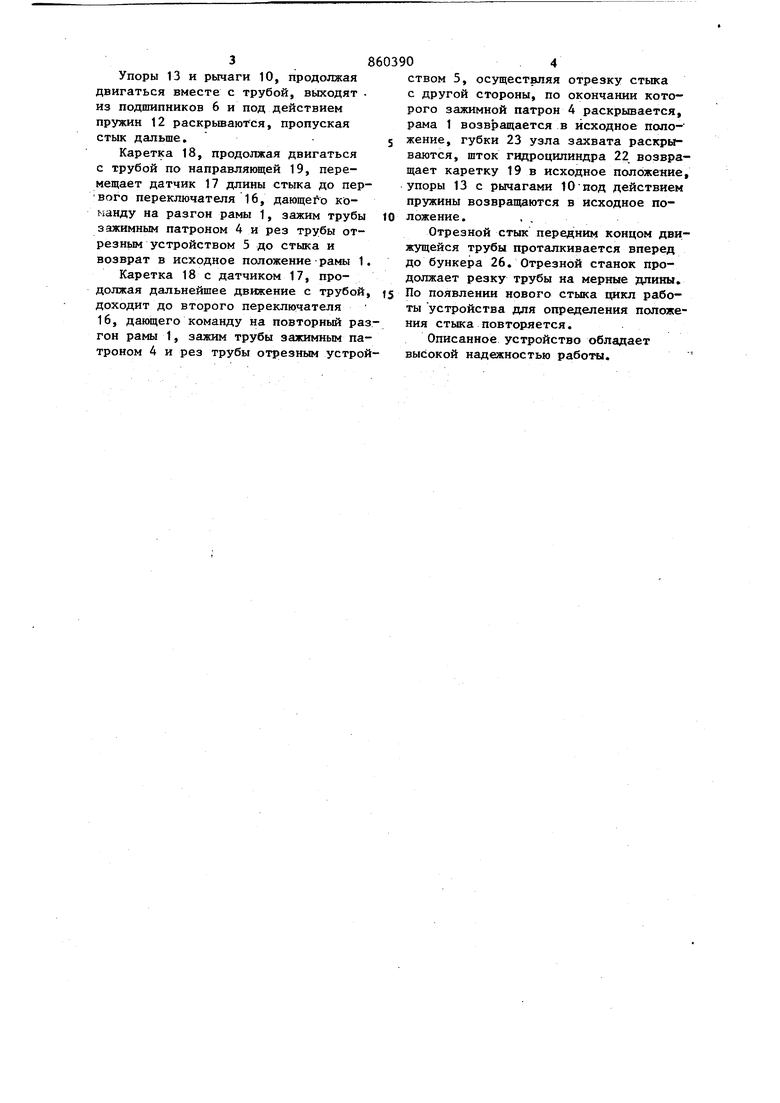
На фиг.1 показан общий вид устройства на фиг.2 - механизм контро ля диаметра трубы устройства-, на фиг.З - сечение А-А фиг.2; на на фиг.4 - вид Б фиг.2; на фиг.5 сечение В-В фиг.1; на фиг.6 - сече,ние Г-Г фиг.5.
Устройство для определения положения стыка содержит размещенные на раме 1 механизм 2 контроля диаметра проходящей трубы и механизм 3 для определения длины стыка. На этой же раме размещен трубообрабатьшающий станок, включающий зажимной патрон 4 и отрезное устройство Механизм 2 контроля диаметра проходящей трубы выполнен в видекорпуса 6, несущего подвижную подпружиненную направляющую 7, оснащенную на одном конце своем гайкой 8 с датчиком 9 стыка, а на другом своем конце рычагами 10, закрепленными посредством осей 11. Рычаги оснащены пружиной 12 и сменными упорами
13с внутренними цилиндрическими выточками, образующими калибр с диаметром, равным диаметру измеряемой трубы. На корпусе 6 смонтирован переключатель 14 устройства для определения длины стыка 3.
Механизм 3 определения длины стыка выполнено в виде установленной на раме 1 вдоль проходящей трубы штанги 15 несущей переставляемые в зависимости от длины стыка переключатели 16 системы управления, взаимодействующие с датчиком
17длины стыка, размещаемым на узле
18захвата, установленном на каретке 19, смонтированной на направляющей 20, укрепленной посредством стойки 21 на раме 1.
Каретка 19 оснащена гидроцилиндром 22 возврата. Узел 18 захвата выполнен в виде двух сменных губок 23, оснащенных силовым гидроцилиндром 24.Устройство работает следующим образом.
Бесконечная труба со стыками движется через раскрытые губки 23 узла 18 захвата мимо переключателей 16 системы управления, через механизм 2 контроля диаметра трубы, зажимной патрон 4 и отрезное устройство 5, осуществляющее рез труб на мерные длины по команде с механизма отмера (на черт, не показан). При появлении стыка на трубе последний, подходя к калибру, образованному упорами 13 мехайизма 2 контроля диаметра трубы начинает перемещать упоры 13, а вместе с ними и направляющую 7 по ходу движения трубы до тех пор, пока контакт 17 не замкнет переключатель 14 механизма 3 определения длины стыка. Переключатель
14одновременно дает команду пневмоцилиндру 24 на захват трубы губками 23 и пневмоцилиндру 22 на перемещение щтока из крайнего левого положения.
Упоры 13 и рычаги 10, продолжая двигаться вместе с трубой, выходят . из подшипников 6 и под действием пружий 12 раскрьшаются, пропуская стык дальше.
Каретка 18, продолжая двигаться с трубой по направляющей 19, перемещает датчик 17 длины стыка до первого переключателя 16, дающего команду на разгон рамы 1, зажим трубы зажимным патроном 4 и рез трубы отрезным устройством 5 до стыка и возврат в исходное положениерамы 1.
Каретка 18 с датчиком 17, продолжая дальнейшее движение с трубой, доходит до второго переключателя 16, дающего команду на повторный разгон рамы 1, зажим трубы зажимным патроном 4 и рез трубы отрезным устройством 5, осуществляя отрезку стыка с другой стороны, по окончании которого зажимной патрон 4 раскрывается, рама 1 возвращается в исходное положение, губки 23 узла захвата раскрываются, шток гидроцилиндра 22. возвращает каретку 19 в исходное положение, упоры 13 с рычагами 10под действием пружины возвращаются в исходное положение. , ,
Отрезной стык передним концом движущейся трубы проталкивается вперед до бункера 26. Отрезной станок продолжает резку трубы на мерные длины. По появлении нового стыка цикл работы устройства для определения положения стыка повторяется.
Описанное устройство обладает высокой надежностью работы.
I
5
V//////// /////)(//////////A
TpySa 860390 23 г„.,„ 18 %,
.5 - Г 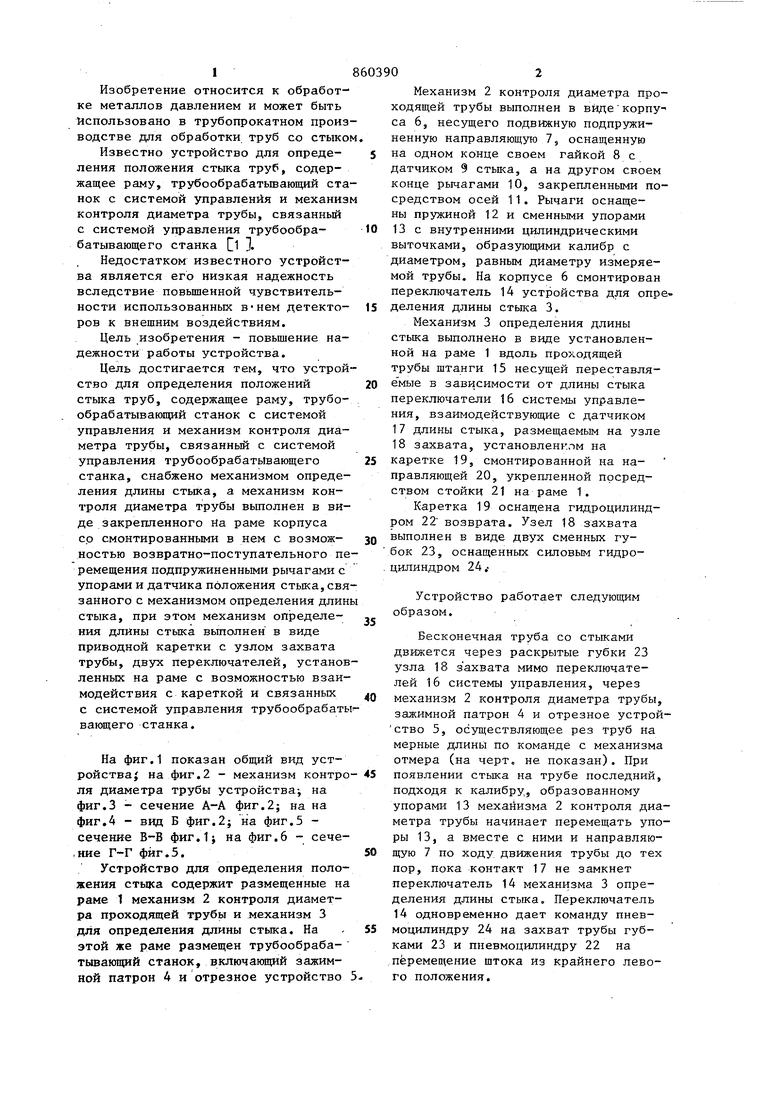
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОТРЕЗКИ КОЛЕЦ | 1973 |
|
SU397282A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| Летучая пила для резки труб | 1973 |
|
SU422548A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ОПОРНОЕ УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ ТРУБЫ НА ТРУБООБРАБАТЫВАЮЩЕМ СТАНКЕ, В ЧАСТНОСТИ НА СТАНКЕ ЛАЗЕРНОЙ РЕЗКИ ТРУБ, И ТРУБООБРАБАТЫВАЮЩИЙ СТАНОК, СОДЕРАЩИЙ ТАКОЕ ОПОРНОЕ УСТРОЙСТВО | 2017 |
|
RU2750311C2 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| Механизм для подачи труб, например, к трубоотрезному станку" | 1975 |
|
SU727343A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |

УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ СТЫКА ТРУБ, содержащее раму, трубообрабатьтающий станок с системой управления и механизм контроля диаметра трубы, связанной с системой уггравления трубообрабатывающего станка, отличающееся тем, что, с целью повьшения надежности работы, оно снабжено механизмом определения длины стыка, а механизм контроля диаметра трубы выполнен в виде закрепленного на раме корпуса со смонтированными в нем с возможностью возвватно-поступательного перемещения подпружиненными рычагами с упорами, и датчика положения стыка, связанного с механизмом определения длины стыка, при этом механизм определения длины стыка вьшолнен в виде приводной каретки с узлом захвата трубы, и двух переключателей, установленных на раме с возможностью i взаимодействия с кареткой и связан(Я ных с системой управления трубообрабатьгоающего станка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для определения положения стыка труб,проходящих через валки пилигримового стана | 1977 |
|
SU686603A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
