Способ шлифования осуществляется следующим образом.
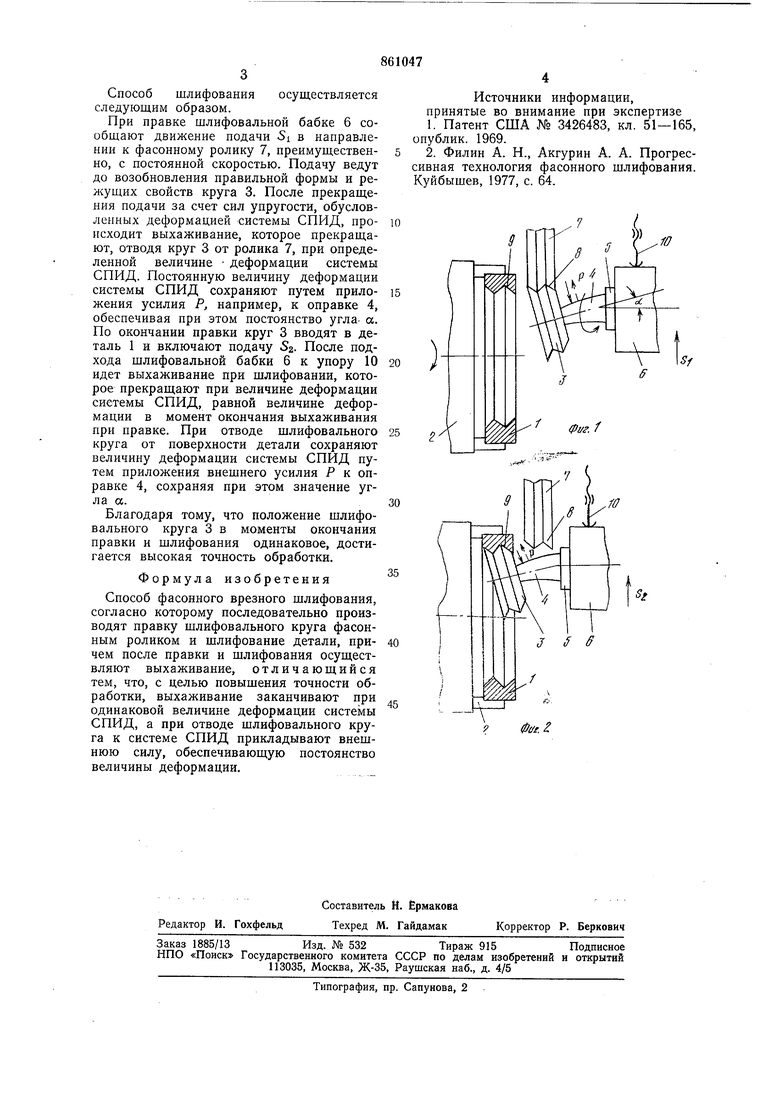
При правке шлифовальной бабке 6 сообщают движение иодачи Si в направлении к фасонному ролику 7, преимущественно, с постоянной скоростью. Подачу ведут до возобновления правильной формы и режущих свойств круга 3. После прекращения подачи за счет сил упругости, обусловленных деформацией системы СПИД, происходит выхаживание, которое прекращают, отводя круг 3 от ролика 7, при определенной величине деформации системы СПИД. Постоянную величину деформации системы СПИД сохраняют путем приложения усилия PJ например, к оправке 4, обеспечивая при этом постоянство угла- а. По окончании правки круг 3 вводят в деталь 1 и включают подачу Sz. После подхода шлифовальной бабки 6 к упору 10 идет выхаживание при шлифовании, которое прекращают при величине деформации системы СПИД, равной величине деформации в момент окончания выхаживания при правке. При отводе шлифовального круга от поверхности детали сохраняют величину деформации системы СПИД путем приложения внешнего усилия Р к оправке 4, сохраняя при этом значение угла а.
Благодаря тому, что положение шлифовального круга 3 в моменты окончания правки и шлифования одинаковое, достигается высокая точность обработки.
Формула изобретения
Способ фасонного врезного шлифования, согласно которому последовательно производят правку шлифовального круга фасонным роликом и шлифование детали, причем после правки и шлифования осуществляют выхаживание, отличающийся тем, что, с целью повышения точности обработки, выхаживание заканчивают при одинаковой величине деформации системы СПИД, а при отводе шлифовального круга к системе СПИД прикладывают внешнюю силу, обеспечивающую постоянство величины деформации.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3426483, кл. 51-165, опублик. 1969.
2.Филин А. Н., Акгурин А. А. Прогрессивная технология фасонного шлифования. Куйбышев, 1977, с. 64.
fff
St
0tfi.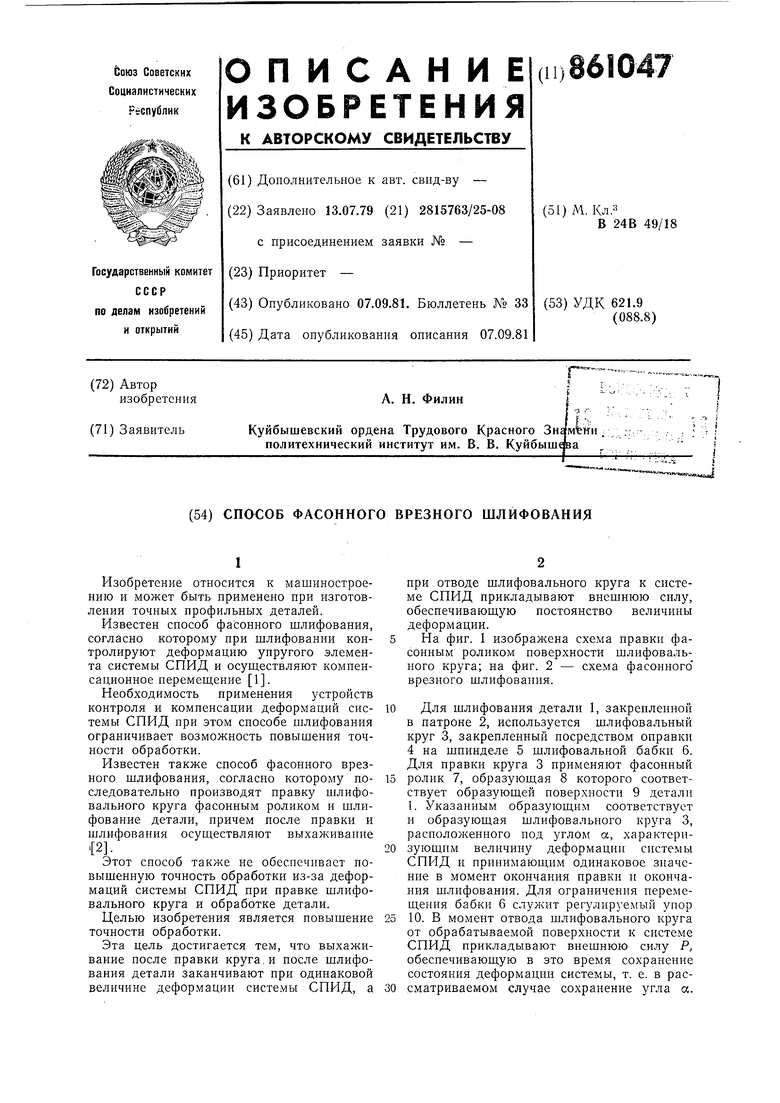
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Способ адаптивного управления | 1977 |
|
SU878540A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
