(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ЗАПОМИНАЮЩИХ УСТРОЙСТВ НА ЦИЛИНДРИЧЕСКИХ МАГНИТНЫХ
1
Изобретение относится к вычислительной технике, а именно к технологии изготовления запоминающих устройств (ЗУ), и может быть использовано при изготовлении плетеных матрия ЗУ на цилиндрических магнитных пленках (ЦМП).
По основному авт св. № 566267 известен способ изготовления матриц ЗУ на ЦМП, который основан так же, как и предложенный, на плетении обмоток матрицы на технологических струнах пу темвведения в зев, образованный взаимным смешением струн, провода вместе с ограничительным стержнем, регулирования зева и извлечения стержия иа технологических струн в сторону свободного конца провода fll.
Недостаток этого способа заключается в неравномерной по глубине формовке вплетаемых проводов, величина которой убывает в сторону свободного конца проьода, в направлении которого извлекается ограничительный стержень. Этот недостаток обусловлен тем, что учас- ПЛЕНКАХ
ток струны, сходящий с конца стержня (при его удалении из струн), опускается на формуемый провод под углом к. нему (по типу ножниц). В результате этого участок формуемого провода смещается в сторону от опушки сплетенного полотна, а сила Г формуюшего удара струн уменьшается, убьтая по величине в сторону свободного конца провода. При этом регулирование положения про10вода в зеве одновременно с удалением ограничительного стержня практически неосуществимо. Неравномерная по глубине формовка вплетаемого провода и его недоформовка приводят к появлению
ts растягивающих усилий при подбивке вплетаемого провода к опушке, уменьшению его сечения и обрьшу.
Цель изобретения - повьпиение надел ности изготовления матриц ЗУ на .
20
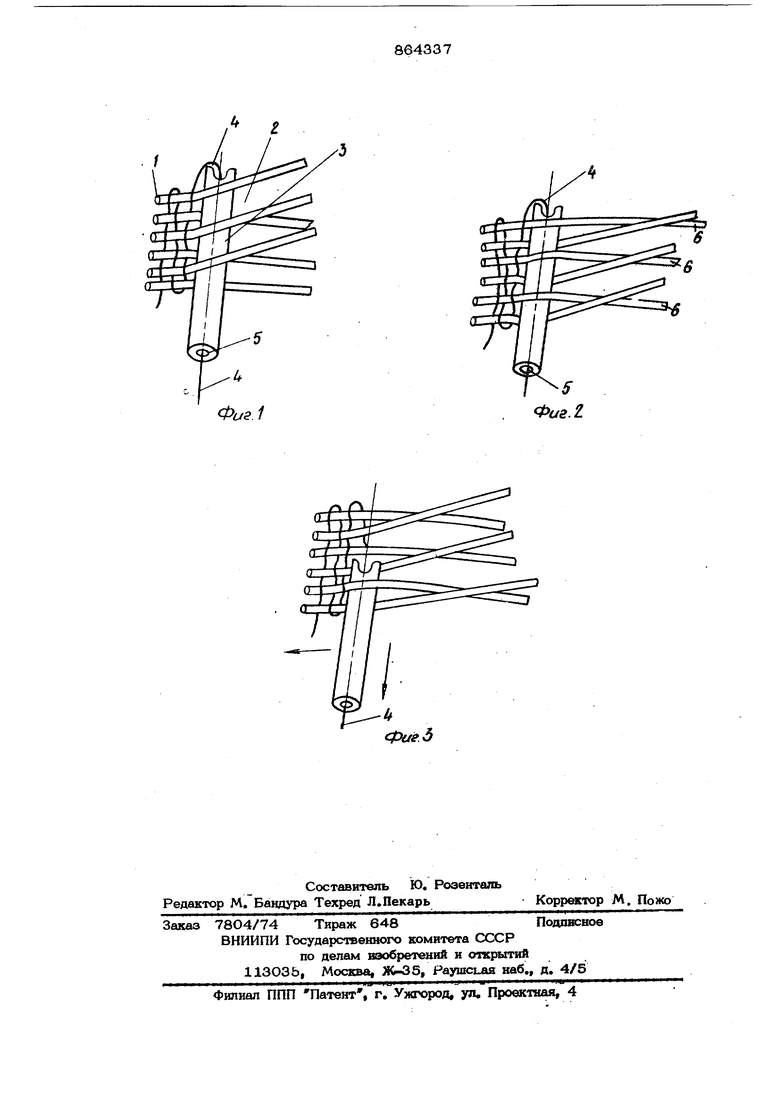
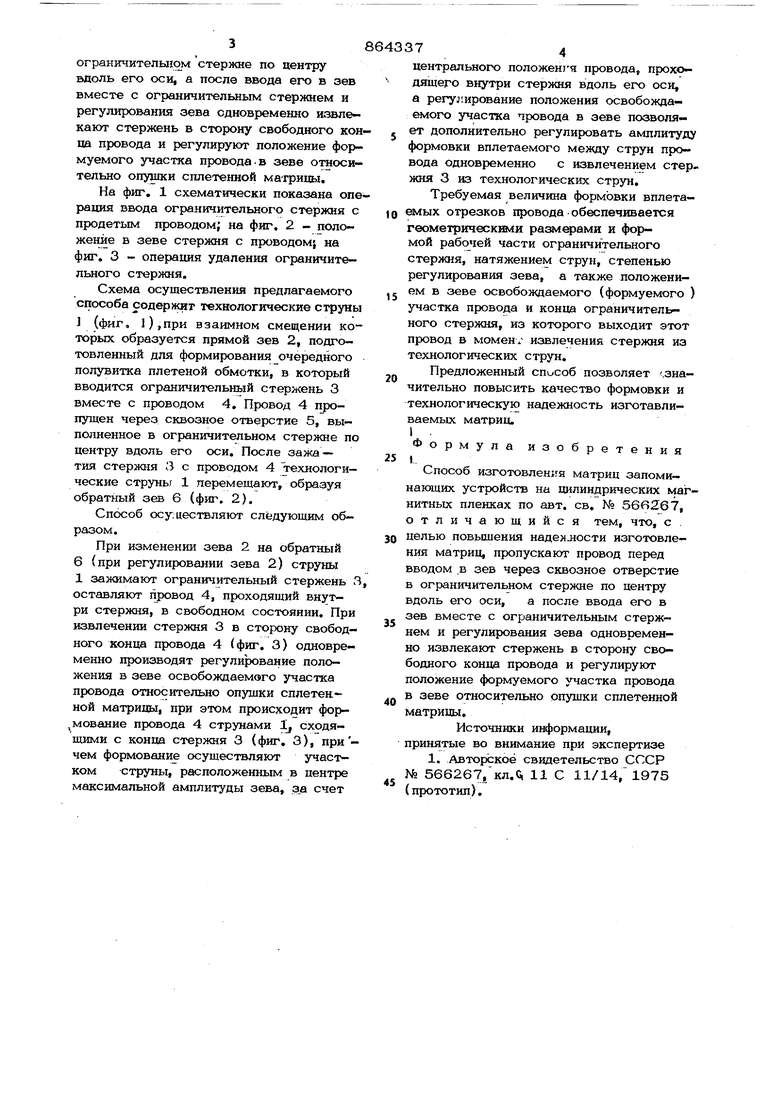
Поставленная цель достигается тем, что согласно способу изготовления пропускают провод перед вводом его в зев через сквозное отверстие в ограничительном стержне по центру вдоль его оси, а после ввода его в зев вместе с ограничительным стержнем и регулирования зева одновременно извлекают стержень в сторону свободного кон ца провода и регулируют положение формуемого участка провода-в зеве относительно опушки сплетенной ма-грицы. На фиг, 1 схематически показана опе рация ввода ограничительного стержня с продетым проводом; на фиг. 2 - положение в зеве стержня с проводом} на фиг, 3 - операция удаления ограничительного стержня. Схема осуществления предлагаемого способа содержиг технологические струны J (фиг, 1),при взаимном смещении ко торых образуется прямой зев 2, подготовленный для формирования очередного полувитка плетеной обмотки, в который вводится ограничительный стержень 3 вместе с проводом 4. Провод 4 пропущен через сквозное отверстие 5, выполненное в ограничительном стержне по центру вдоль его оси. После зажатия стержня 3 с проводом 4 технологические струны 1 перемещают, образуя обратный зев 6 (фиг. 2). Способ осу.цествляют следующим образом. При изменении зева 2 на обратный 6 (при регулировании зева 2) струны 1 зажимают ограничительный стержень оставляют провод 4, проходящий внутри стержня, в свободном состоянии. При извлечении стержня 3 в сторону свободного конца провода 4 (фиг. 3) одновременно производят регули1Х)вание положения в зеве освобождаемого участка провода относительно опушки сплетенной матрицы, при этом происходит фор мование провода 4 струнами ij сходящими с конца стержня 3 (фиг, 3), при чем формование осуществляют участком струны, расположенным в центре максимальной амплитуды зева, счет 74 центрального положен)я провода, проходящего внутри стержня вдоль его оси, а регулирование положения освобождаемого участка провода в зеве позволяет дополнительно регулировать амплитуду формовки вплетаемого между струн провода одновременно с извлечением стер« жня 3 из технологических струн. Требуемая величина формовки вплетамых отрезков провода обеспечивается геометрическшли и формой рабочей части ограничительного стержня, натяжением струн, степенью регулирования зева, а также положением в зеве освобождаемого (формуемого ) участка провода и конца ограничитель ного стержня, из которого выходит этот провод в момен/ извлечения стержня из технологических струн. Предложенный списоб позволяет .значительно повысить качество формовки и технологическую надежность изготавливаемых матриц. Формула изобретения Способ изготовленная матриц запоминающих устройств на цилиндрических магнитных пленках по авт. ев, № 56в2б7, отличающийся тем, что, с , целью повьпиения надеилости изготовления матриц, пропускают провод перед вводом .в зев через сквозное отверстие в ограничительном стержне по центру вдоль его оси, а после ввода его в зев вместе с ограничительным стержнем и регулирования зева одновременно извлекают стержень в сторону свободного конца провода и регулируют положение формуемого участка провода в зеве относительно опушки сплетенной матрицы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 56б267,кл,С, 11 С 11/14, 1975 (прототип).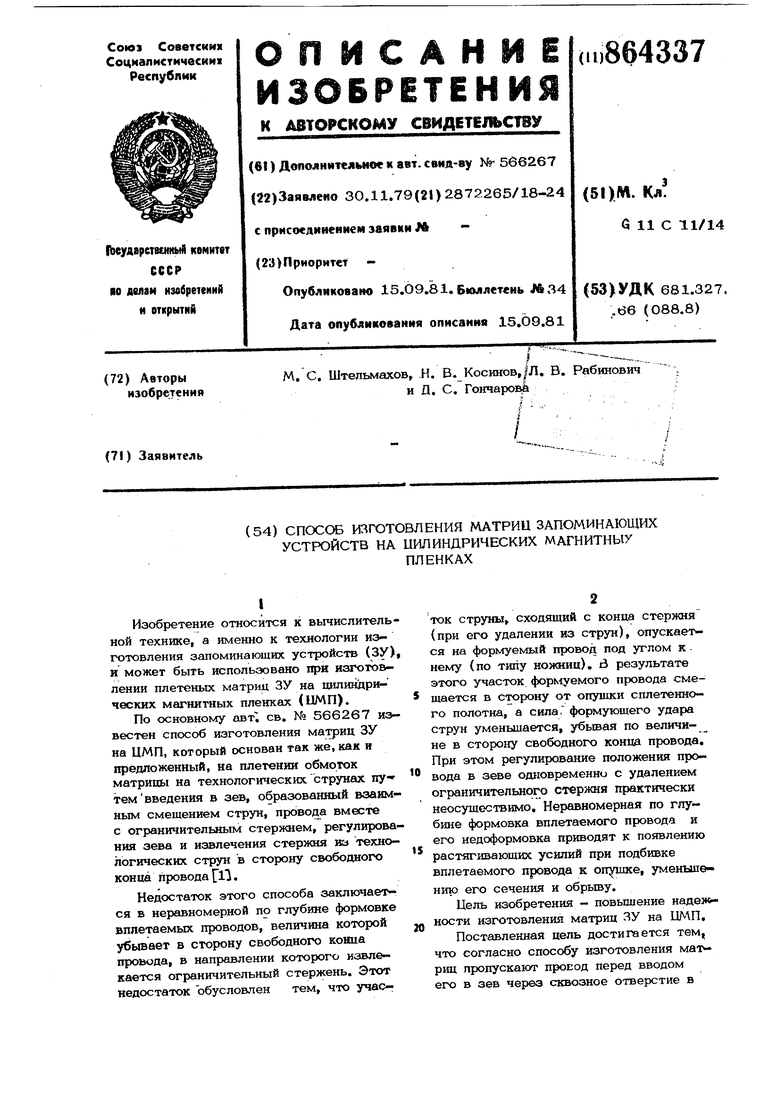
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матриц запоминающихуСТРОйСТВ HA цилиНдРичЕСКиХ МАгНиТНыХплЕНКАХ | 1979 |
|
SU842959A2 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1979 |
|
SU858101A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1164786A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1981 |
|
SU959160A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1095235A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1198567A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1244721A1 |
| Способ изготовления матриц для запоминающих устройств на цилиндрических магнитных пленках | 1982 |
|
SU1051583A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1088069A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1105941A1 |