Изобретение относится к обработка металлов давлением, в частности к обработке трубчатых заготовок, и может быть использовано для формовки концов трубчатых заготовок различных изделий.
Известен способ изготовления тонкостенных труб путем нагрева деформируемого участка трубы и его последующей осадки fl .
Однако в способе недостаточное утолщение металла при осадке и пониженное качество набора (шероховатости поверхности).
Цель изобретения - повышение качества изделий.
Для достижения поставленной цели в способе для изготовления тонкостенных труб путем нагрева деформируемого участка трубы и его последующей осадки, перед осадкой производят гофрирование нагретого участка, а садку гофров осуществляют в радиальном направлении по всей длине участка с приложением усилия подпора к деформируемому торцу.
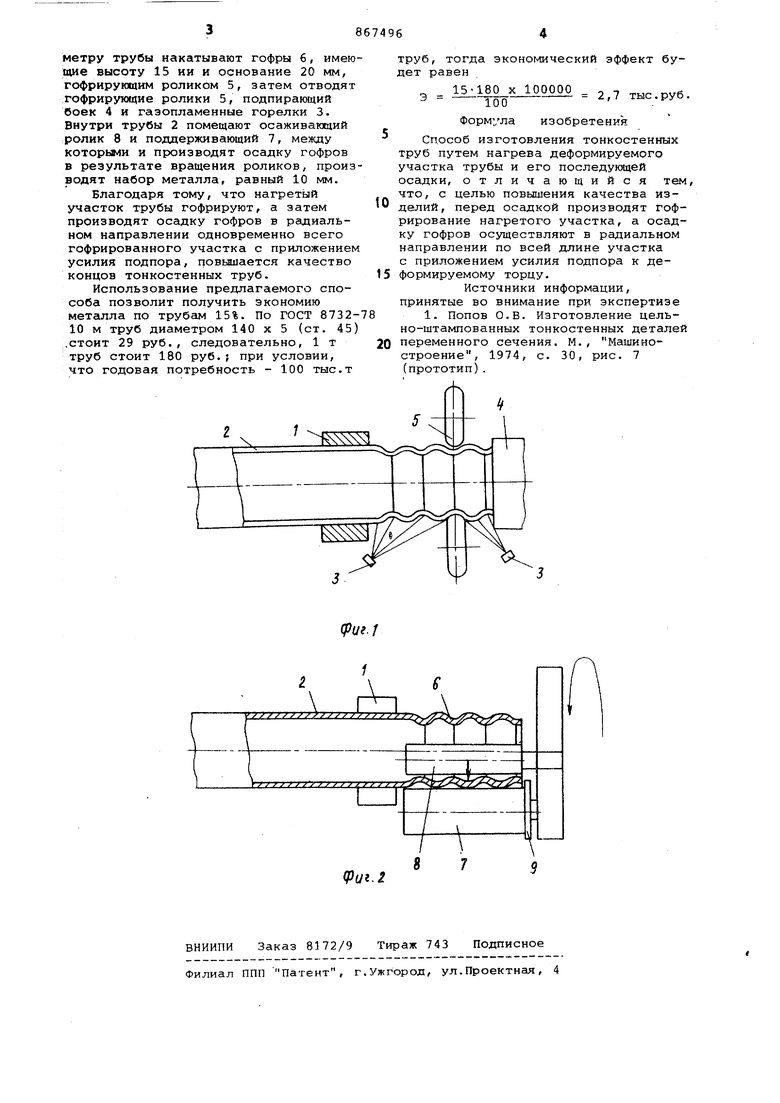
На фиг. 1 схематично показано участок трубы, подвергающийся гофрированию; на фиг. 2 - осадка гофров.
Поддерживающий элемент 1, в котором установлена труба 2, нагревается горелками 3- Поддерживаемая с торцовой стороны бойком 4 труба 2 деформируется гофрирующим роликом 5.
После выполнения операции хОфри рования производят осадку гофров б в радиальном направлении поддерхсиfO вающим роликом 7 и осаживающим 8 с приложением усилия подпора к обрабатываемому торцу буртом 9.
Способ изготовления тонкостенных труб осуществляется со следующей
|с последовательностью: зажим трубы нагрев участка, подлежащего деформированию; гофрирование нагретого участка трубы и осадка гофров в радиальном направлении одновременно
20 всего гофрированного участка с приложением усилия подпора к обрабатываемому торцу.
Пример. В зажимной патрон 1 устанавливают горячекатанную трубу
25 2 (ст. 45), имеющую 0140 и So 5 №if вылет трубы равный 200 ьм, нагревают газопламенными горелками 3 до 1100-1200°С н подпирают в осевом направлении бойком 4 с усилием 3а/ 3,5 тс, одновременно с этимпо перк-г метру трубы накатывают гофры 6, имею щие высоту 15 ИИ и основание 20 мм, гофрирующим роликом 5, затем отводят гофрирующие ролики 5, подпирающий боек 4 и газопламенные горелки 3. Внутри трубы 2 помещают осаживающий ролик 8 и поддерживающий 7, между которьми и производят осадку гофров в результате вращения роликов, прои водят набор металла, равный 10 мм. Благодаря тому, что нагретый участок трубы гофрируют, а затем производят осадку гофров в радиальном направлении одновременно всего гофрированного участка с приложение усилия подпора, повьииается качество концов тонкостенных труб. Использование предлагаемого способа позволит получить экономию металла по трубам 15%. По ГОСТ 8732 10 м труб диаметром 140 х 5 (ст. 45 .стоит 29 руб., следовательно, 1т труб стоит 180 руб.; при условии, что годовая потребность - 100 тыс.т труб, тогда экономический эффект будет равен 15-180 X 100000 2,7 тыс.руб. Формула изобретения Способ изготовления тонкостенных труб путем нагрева деформируемого участка трубы и его последующей осадки, отличающийся тем, что, с целью повышения качества изделий, перед осадкой производят гофрирование нагретого участка, а осадку гофров осуществляют в радиальном направлении по всей длине участка с приложением усилия подпора к деформируемому торцу. Источники информации, принятые во внимание при экспертизе 1. Попов О.В. Изготовление цельно-штампованных тонкостенных деталей переменного сечения. М., Машиностроение, 1974, с. 30, рис. 7 (прототип).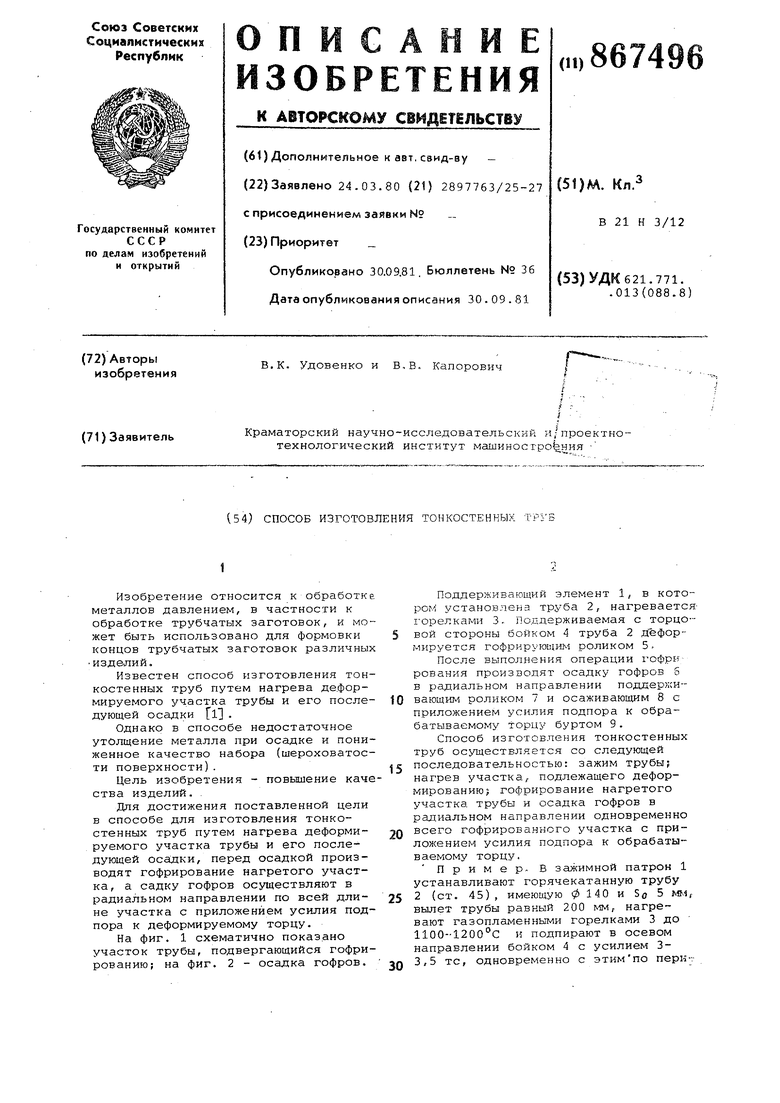
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковки диска | 1979 |
|
SU889264A1 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ изготовления гофрированных труб | 1979 |
|
SU871894A1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
SU1802446A1 |
| Способ изготовления гофрированного стального пластыря | 1990 |
|
SU1749267A1 |
| Способ изготовления труб с продоль-НыМи гОфРАМи | 1978 |
|
SU829273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| Способ изготовления гофрированных труб | 1990 |
|
SU1724403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ТРУБЫ, ПРЕДПОЧТИТЕЛЬНО ЖАРОВОЙ, ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ, ПРЕДПОЧТИТЕЛЬНО ЖАРОВЫХ, СТАН ДЛЯ ГОФРИРОВАНИЯ ТРУБЧАТЫХ ЗАГОТОВОК, ПРЕДПОЧТИТЕЛЬНО ПРИ ИЗГОТОВЛЕНИИ ЖАРОВЫХ ТРУБ, УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО РАЗОГРЕВА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ТРУБЫ ПРИ ПРОКАТКЕ ЕЕ ГОФР, ГОФРИРОВАННАЯ ТРУБА, ПРЕДПОЧТИТЕЛЬНО ЖАРОВАЯ | 2004 |
|
RU2330743C2 |
