Известные устройства для одновременного изгибания концов нескольких труб в холодном состоянии на гидравлическодм ирессе, с иримонением роликов с ручьями но диаметру изгибаемых труб, обкатывающих концы труб, уложенных в ручьи поддерживающей их опоры, расположенных по дуге радиуса, равиого радиусу изгиба труб, недостаточно компактны и конструктивно сложны, и кроме того их нельзя применять на любом гидравлическом прессе.
Предлагаемое устройство отличается от известных устройств тем, что в нем изгибающие ролики поворотно укреплены на плечах, смоитпpoljaHHbix с возможностью ио юрачивания их isa нолзуио пресса. С целью предотвращения иска;кения заданного угла изгибания гзследствле | рун-;инения труб, плечи, несущие изгибающие ролики, снабжены тросом, сближающим изгибаюи:;1 е ролики на угол упругой деформации труб п конце нроцесса изгпбалня.
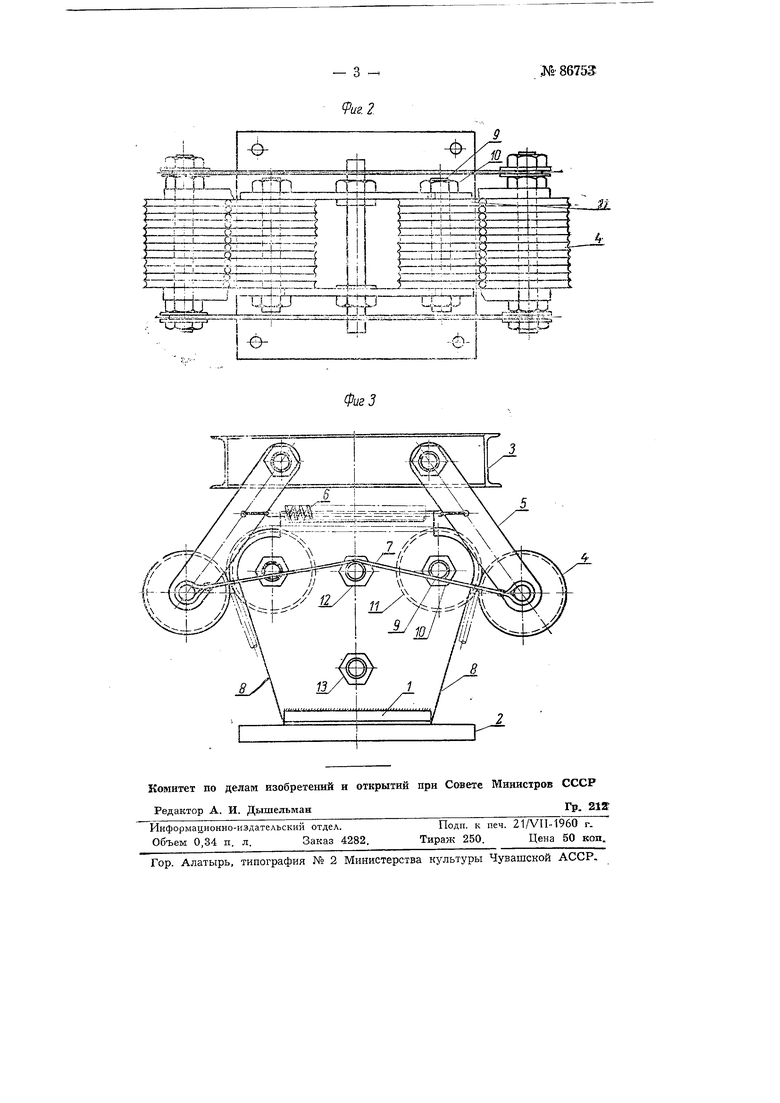
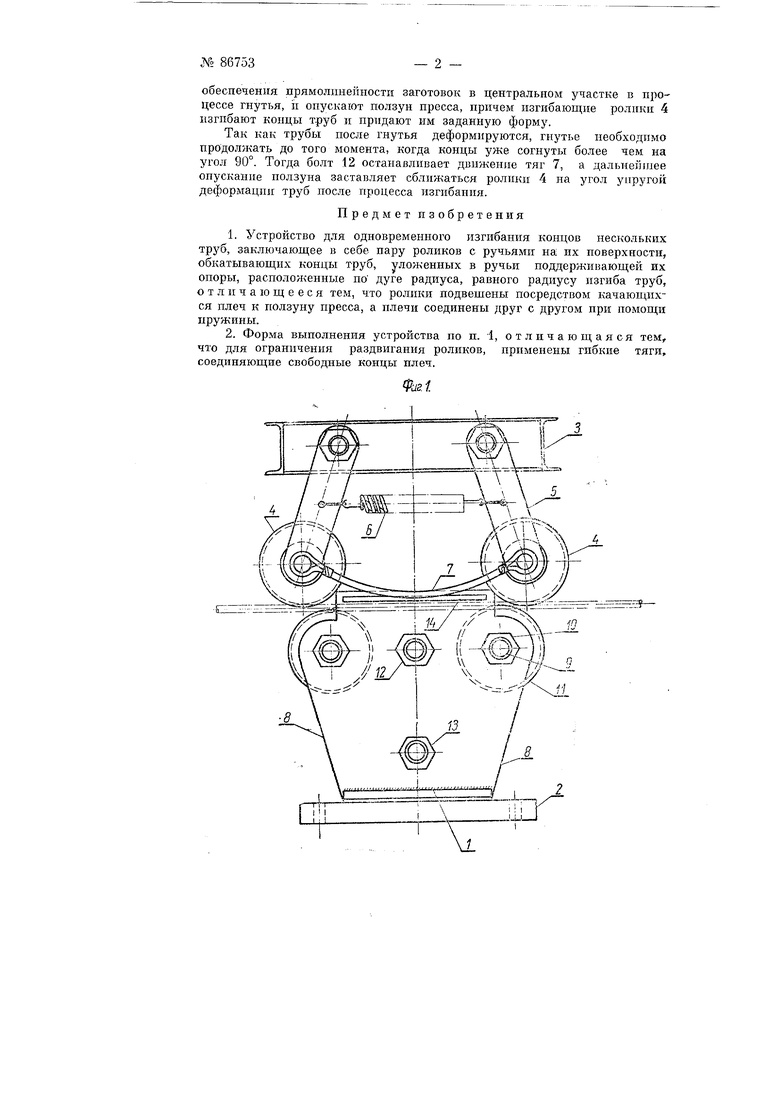
На фиг. 1 изображено устройство перед началом гнутья; на фиг. 2- то же, вид в плане; па фпг. 3-устройство в момеггт окончания гнутья.
Оиорная часть 1 устройства устанавливается плитой 2 на пресс, а изгибающая часть крепится к его ползуну 3. Изгибающие 1оликп 4 ио;1вегнены к нолзуну 3 посредством качающихся плеч 5, связанных с помощью пружин 6, и гибких тяг 7, соединяющих сяободпые концы плеч 5 и ограничивающих раздвигание роликов 4.
Опорная часть нредставляет собой две прн15арениые к плите 2 щеки 8, между которыми на осях 9, закрепленных гайкамн 10, свободно вращаются онорпые ролики il; щеки 8 жестко скреплены бо.лтами i2 и 13. Радиус роликов 11 соответствует заданиому радиусу изгибания труб, а число и радиус ручьев роликов соответствует диалотру и числу одтговремепио изгибаемых труб.
Заготовки труб в количестве, наиример, 12 шт., укладывают иа опорные ролики И, затем в окна 14 щек 8 вставляют ншбер, служащий для
обеспечения прямолинейности заготовок в центральном участке в процессе гнутья, п опускают ползун нресса, причем изгибающие ролпки 4 изгибают концы труб и придают им заданную форму.
Так как трубы после гнутья деформируются, гнутье необходимо продолжать до того момента, когда концы уже согнуты более чем на угол 90°. Тогда болт 12 останавливает движение тяг 7, а далы еГипее опускание ползуна заставляет сближаться ролики 4 на угол уиругой деформации труб после процесса изгибапия.
Предмет изобретения
1.Устройство для одновременного изгибания концов нескольких труб, заключающее в себе нару роликов с ручьями па их поверхности, обкатывающих концы труб, уложенных в ручьи поддерживающей их опоры, расположепные но дуге радиуса, равного радиусу изгиба труб, отличающееся тем, что ролики иодвешены посредством качающихся плеч к ползупу пресса, а плечи соединены друг с другом ири иомощи пружииы.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что для ограничения раздвигания роликов, применены гибкие тяги, соединяющие свободные концы плеч.
- 3 ;№ 86753
Уаг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГИБКИ СВАРНЫХ ТРУБНЫХ ПАНЕЛЕЙ | 1970 |
|
SU271266A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Станок для изготовления коленчатых валов путем изгибания | 1931 |
|
SU29103A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| Способ изготовления коушей и штамп для его осуществления | 1988 |
|
SU1623818A1 |
| Пресс для изгибания рессорных листов | 1935 |
|
SU49747A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Способ изготовления деталей типа кривошипных валов и устройство для его осуществления | 1979 |
|
SU1213978A3 |