(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ ИЛИ ТРУБОК С ИХ КОНЦЕВОЙ АРМАТУРОЙ | 1991 |
|
RU2022755C1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
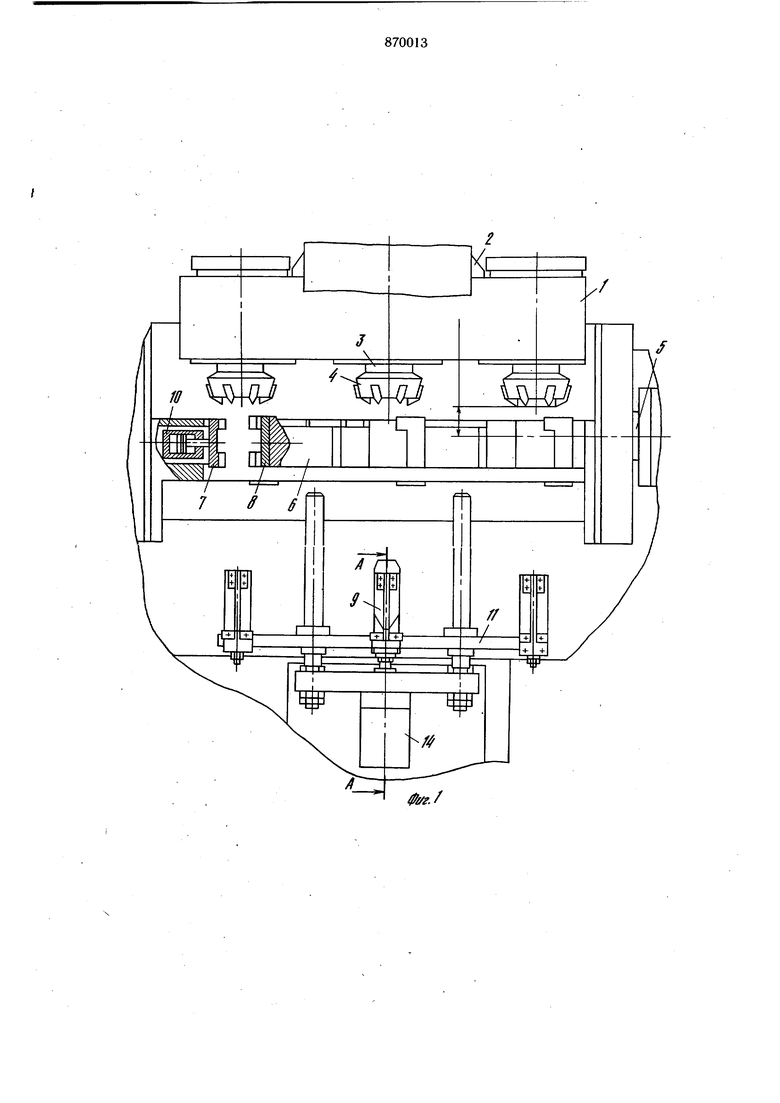
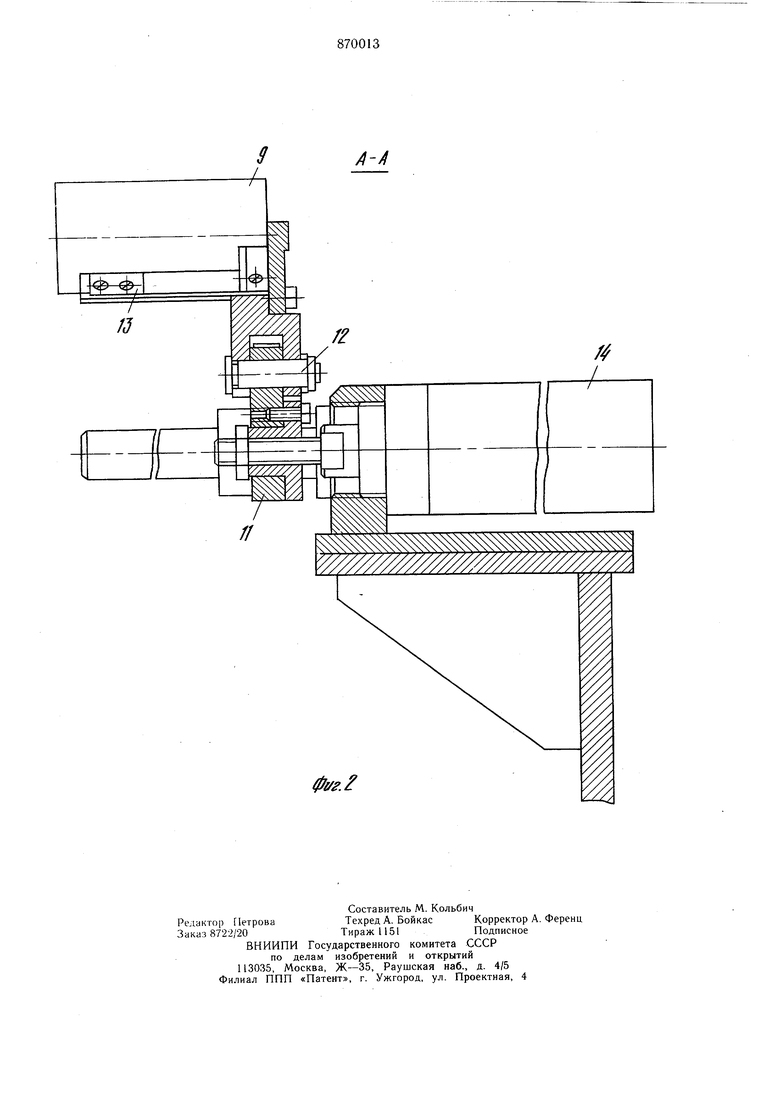
Изобретение относится к станкостроению и может быть использовано при обработке сферических поверхностей заготовок, например молотков на металлорежущих станках. Известны приспособления подобного назначения, содержащие оправку для закрепления фрезы и механизм зажима и поворота заготовки, выполненный в виде поворотной делительной головки 1. В известных приспособлениях затруднена механизация и автоматизация процесса, что не дает возможности обеспечить высокую производительность. С целью повышения производительности, механизм зажима и поворота заготовки в известном приспособлении выполнен в виде установленной с возможностью поворота вокруг оси, перпендикулярной оси оправки, и с возможностью перемещения вдоль оси оправки траверсы, на которой выполнено расположенное соосно с осью оправки гнездо для заготовки. Траверса размещена между оправкой и установленным с возможностью перемещения вдоль оси оправки загрузочным устройством, которым снабжено приспособление. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А фиг. 1. Приспособление содержит трехщпиндельную фрезерную головку 1, закрепленную на вертикальных направляющих 2 станины станка. В головке установлены шпиндели с оправками 3 для закрепления фрез 4. В поворотно-зажимном устройстве (на чертежах не показано) на поворотной оси 5, перпендикулярной осям оправок 3, установлена траверса ,6, продольная ось которой также перпендикулярна осям оправок: Ось 5 имеет привод возвратно-поступательного перемещения вдоль осей оправок 3. Приводы возвратно-поступательного перемещения и поворота траверсы на чертежах не показаны. Траверса 6 имеет подвижные 7 и неподвижные 8 губки, образующие гнезда для закрепления заготовок 9 и установленные таким образом, чтобы закрепленная заготовка была соосна с оправкой. Губки 7 связаны со штоками гидроцилиндров 10, установленных в траверсе. Приспособление снабжено загрузочным устройством, представляющим собой планку 11, параллельную траверсе 6, на планке
ил осях 12 установлены подпружиненные ризмы 13,. предназначенные для установки .iaroTOBOK на уровне гнезд траверсы.
Планка 11 установлена с возможностью возвратно-поступатетьного перемещения вдоль осей оправок и перпендикулярно своей продольной оси. Гидроцилиндр 14 является приводом планки 11.
Для переналадки приспособления на другой типоразмер заготовок предусмотрена регулировка положения траверсы относительно фрез и неподвижные губки выполнены сменными.
Приспособление работает в автоматическом цикле следующим образом.
При включенном главном движении фрез на призмы 13 устанавливают заготовки. Траверсу 6 вместе с осью 5 поворотно-зажимного устройства перемещают вдоль осей оправок 3 и фиксируют на определенном расстоянии от фрез 4. Гидроцилиндром 14 перемещают планку 11 загрузочного устройства по направлению к траверсе и вводят заготовки 9 в гнезда траверсы между подвижными 7 и неподвижными 8 зажимными губками При этом призмы 13, поворачиваясь на осях 12, обеспечивают возможность смещения заготовки в сторону неподвижной губки. Гидроцилиндрами 10 прижимают подвижные губки к заготовкам, закрепляя их в гнездах. Гидроцилиндром 14 отводят пл 1нку 11 от траверсы. Включают привод поворота траверсы. Поворачивая ось 5 с траверсой 6 выводят торцы заготовок 9 за пределы окружностей, описываемых верщинами зубьев фрез 4, устанавливая их (торцы) в исходное перед обработкой положение. Далее производят подвод поворотно-зажимного устройства вместе с траверсой 6 к фрезам 4 и пойорот заготовок до горизонтального положения. Во время поворота происходит обработка сферических поверхностей на торцах молотков.
После обработки сферических поверхностей траверсу 6 отводят от фрез 4, гидроцилиндрами 10 освобождают заготовки, под действием собственного веса они падают на склиз и поступают в приемный лоток (на чертежах не показаны). Во время обработки предыдущих заготовок на призмы 13 устанавливают следующую партию заготовок. Работа в автоматическом режиме продолжается.
Преимущества предлагаемо.го приспособления перед известными заключаются в том, что его конструкция обеспечивает возможность обработки сферических поверхностей молотков на фрезерном станке в автоматическом режиме работы, а также простоту создания многоместных приспособлений, например для обработки одновременно трех заготовок и, следовательно, повыщение производительности в 3-4 раза.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Блюмберг В. А. Справочник фрезеровщика. М., Мащгиз, 1972. с. 355-356.
./
