(54) ПИТАТЕЛЬ ДЛЯ ЗАГРУЗКИ СТАНКОВ ДЕТАЛЯМИ ТИПА СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель для загрузки станков деталями типа стержней | 1978 |
|
SU709322A1 |
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |
| Непрерывно-протяжной станок | 1983 |
|
SU1214349A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ПЛОСКИХ МАЛОГАБАРИТНЫХДЕТАЛЕЙ | 1968 |
|
SU222133A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
t
Изобретение относится к питателям для загрузки станков деталями типа стержней переменного еечения и может быть использовано при автоматизации производственных процессов накатки резьбы, правки и калибровки заготовок.
По основному авт. св. № 709322 известен питатель для загрузки станков деталями типа стержней, содержащий направляющий лоток, подвижный ползун, несущий инструмент, прижим и ложемент, имеющий призматическую поверхность и установленный с возможностью перестановки на подвижном ползуне 1 .
Недостатком этого питателя является то, что деталь, которая под собственным весом падает на жесткую, опору через направляющую втулку, ударяется и, благодаря упругости металла, отрывается от опоры на некоторую высоту. Происходит смещение формы загружаемой детали по отнощению к форме сменного ложемента, что приводит к отсутствию обеспечения надежной ориентации и к снижению производительности станков.
Целью изобретения является повыщение надежности устройства при подаче деталей переменного сечения.
Поставленная цель достигается тем, что питатель снабжен постоянным магнитом, вмонтированным в жесткую опору заподлицо с плоскостью, ограничивающей положение загружаемой детали по высоте.
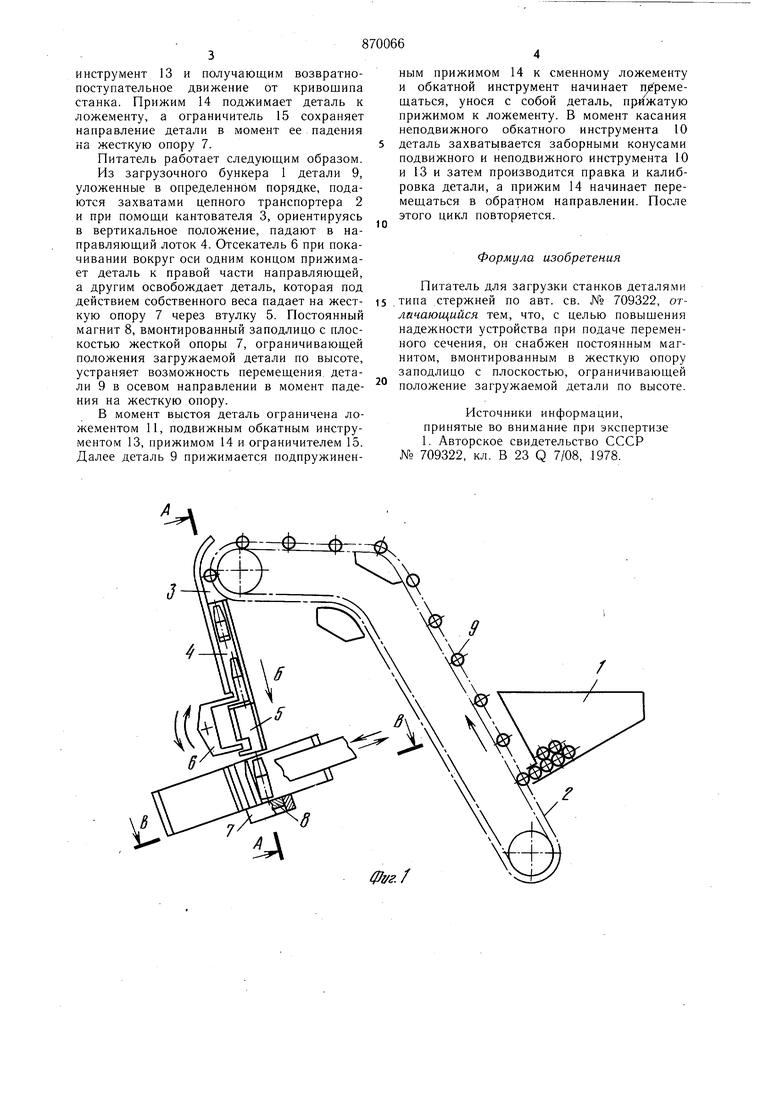
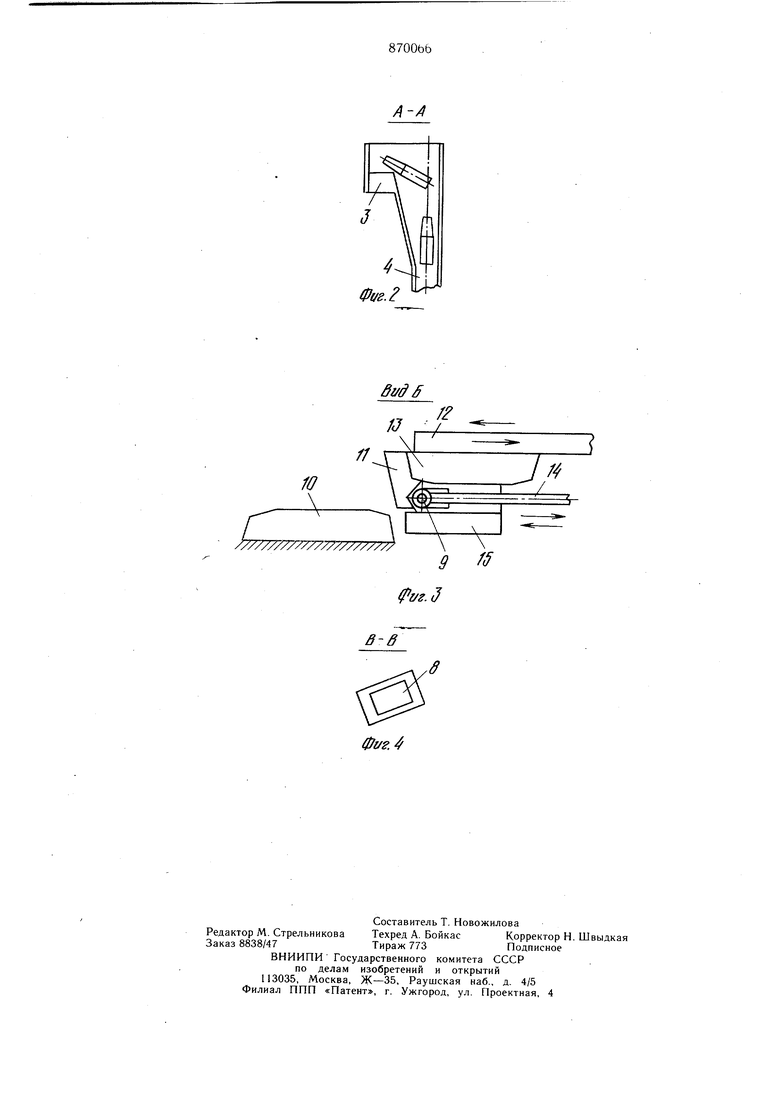
На фиг. 1 изображен питатель для загрузки станков деталями типа стержней; на фиг. 2 - разрез А-А фиг, ; на фиг. 3 - fg вид Б фиг. 1; на фиг. 4 - разрез В-В фиг. 1.
Питатель состоит из бункера 1, поступательно движущегося цепного транспортера 2, кантователя 3, установленного в направляющемлотке 4, втулки 5, отсекателя 6, качательно двигающегося, жесткой S опоры 7, в центре которой вмонтирован постоянный магнит 8 со стороны падающей детали 9. Обкатной неподвижный инструмент 10 жестко соединен со станиной станка. Ложемент 11 имеет призматическую поверхность, при этом форма ее соответствует за20гружаемой детали 9 и установлен с возможностью перестановки на подвижном ползуне 12, несущем обкатной подвижной инструмент 13 и получающим возвратнопоступательное движение от кривошипа станка. Прижим 14 поджимает деталь к ложементу, а ограничитель 15 сохраняет направление детали в момент ее падения ка жесткую опору 7. Питатель работает следующим образом. Из загрузочного бункера 1 детали 9, уложенные в определенном порядке, подаются захватами цепного транспортера 2 и при помощи кантователя 3, ориентируясь в вертикальное положение, падают в направляющий лоток 4. Отсекатель 6 при покачивании вокруг оси одним концом прижимает деталь к правой части направляющей, а другим освобождает деталь, которая под действием собственного веса падает на жесткую опору 7 через втулку 5. Постоянный магнит 8, вмонтированный заподлицо с плоскостью жесткой опоры 7, ограничивающей положения загружаемой детали по высоте, устраняет возможность перемещения детали 9 в осевом направлении в момент падения на жесткую опору. В момент выстоя деталь ограничена ложементом 11, подвижным обкатным инструментом 13, прижимом 14 и ограничителем 15. Далее деталь 9 прижимается подпружиненЧ. ным прижимом 14 к сменному ложементу и обкатной инструмент начинает nefpeMeщаться, унося с собой деталь, п{}ижатую прижимом к ложементу. В момент касания неподвижного обкатного инструмента 10 деталь захватьшается заборными конусами подвижного и неподвижного инструмента 10 и 13 и затем производится правка и калибровка детали, а прижим 14 начинает перемещаться в обратном направлении. После этого цикл повторяется. Формула изобретения Питатель для загрузки станков деталями типа стержней по авт. св. № 709322, отличающиися тем, что, с целью повышения надежности устройства при подаче переменного сечения, он снабжен постоянным магнитом, вмонтированным в жесткую опору заподлицо с плоскостью, ограничивающей положение загружаемой детали по высоте. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 709322, кл. В 23 Q 7/08, -1978. уг/
ffl/d
yg.J
