(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМ ГОФРОМ
1
Изобретение относится к производству спиральношовных труб, в частности к производству труб с винтовыми гофрами, играющими роль компенсаторов.
Известен способ производства спиральношовных гофрированных труб, при котором в винтовой гофр превращается участок шва в результате образования дополнительного замка в этом месте. Заготовку подвергают операции отбортовки кромок, причем левая и правая кромки имеют разную высоту. После формовки производят сварку и подгибку кромки, имеющей большую высоту вокруг кромки, имеющей меньшую высоту 1 .
Однако в .данном случае гофр служит лишь ребром жестко.сти, расположен вдоль шва и не может играть роль компенсатора.
Наиболее близким по технической сущности к предлагаемому является способ изготовления труб с винтовым гофром путем нанесения на полосу продольного гофра и последующей формовки полосы в трубу 2.
Недостатком данного способа является то, что при формовк е происходит изменение симметричной формы гофра в несимметричную, что отрицательно сказывается на работоспособности трубы при компенсации продольных деформаций от колебаний, температуры, внутреннего давления и
5 других воздействий.
Цель изобретения - улучшение компенсирующего свойства труб за счет повышения их геометрической точности.
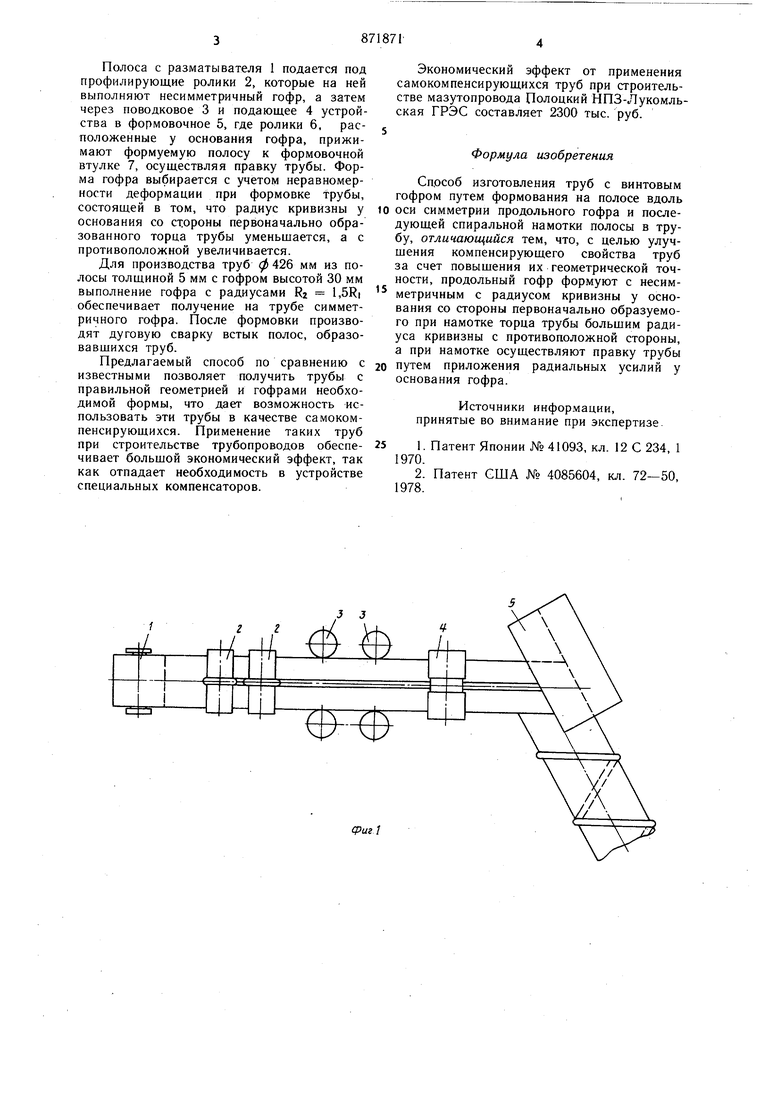
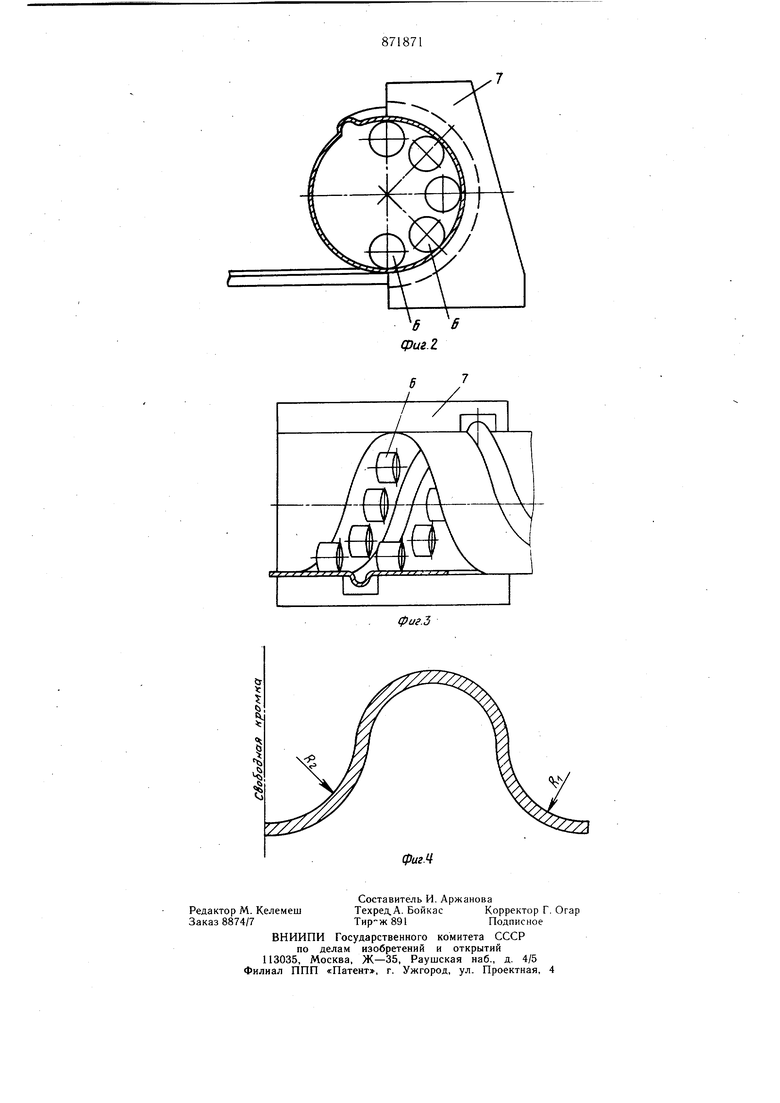
Для достижения цели согласно способу изготовления труб с винтовым гофром путем формования на полосе вдоль оси симметрии продольного гофра и последующей спиральной намотки полосы в трубу, продольный гофр формуют несимметричным с радиусом кривизны у основания со стороны первоначально образуемого при намот5 ке торца трубы большим радиуса кривизны с противопложной стороны, а при намотке осуществляют правку трубы путем приложения радиальных усилий у основания гофра. На фиг. 1 представлена схема технологического процесса; поясняющая предлагаемый способ; на фиг. 2 и 3 - узел формовки в двух видах; на фиг. 4 - форма профилируемого гофра.
Полоса с разматывателя 1 подается под профилирующие ролики 2, которые на ней выполняют несимметричный гофр, а затем через поводковое 3 и подающее 4 устройства в формовочное 5, где ролики 6, расположенные у основания гофра, прижимают формуемую полосу к формовочной втулке 7, осуществляя правку трубы. Форма гофра выбирается с учетом неравномерности деформации при формовке трубы, состоящей в том, что радиус кривизны у основания со стороны первоначально образованного торца трубы уменьшается, а с противоположной увеличивается.
Для производства труб ф 426 мм из полосы толщиной 5 мм с гофром высотой 30 мм выполнение гофра с радиусами Rz l,5Ri обеспечивает получение на трубе симметричного гофра. После формовки производят дуговую сварку встык полос, образовавщихся труб.
Предлагаемый способ по сравнению с известными позволяет получить трубы с правильной геометрией и гофрами необходимой формы, что дает возможность использовать эти трубы в качестве самокомпенсирующихся. Применение таких труб при строительстве трубопроводов обеспечивает больщой экономический эффект, так как отпадает необходимость в устройстве специальных компенсаторов.
Экономический эффект от применения самокомпенсирующихся труб при строительстве мазутопровода Полоцкий НПЗ-Лукомльская ГРЭС составляет 2300 тыс. руб.
Формула изобретения
Способ изготовления труб с винтовым гофром путем формования на полосе вдоль
оси симметрии продольного гофра и последующей спиральной намотки полосы в трубу, отличающийся тем, что, с целью улучшения компенсирующего свойства труб за счет повышения их геометрической точности, продольный гофр формуют с несимметричным с радиусом кривизны у основания со стороны первоначально образуемого при намотке торца трубы большим радиуса кривизны с противоположной стороны, а при намотке осуществляют правку трубы
путем приложения радиальных усилий у основания гофра.
Источники информации, принятые во внимание при экспертизе1. Патент Японии № 41093, кл. 12 С 234, 1 1970.
2. Патент США № 4085604, кл. 72-50, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Устройство для формовки спиральношовных труб с винтовыми гофрами | 1986 |
|
SU1375372A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ подготовки заготовок для производства сварных самокомпенсирующихся стальных труб | 1984 |
|
SU1274791A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
сриг
