(54) УСТРОЙСТВО ДЛЯ ГИБКИ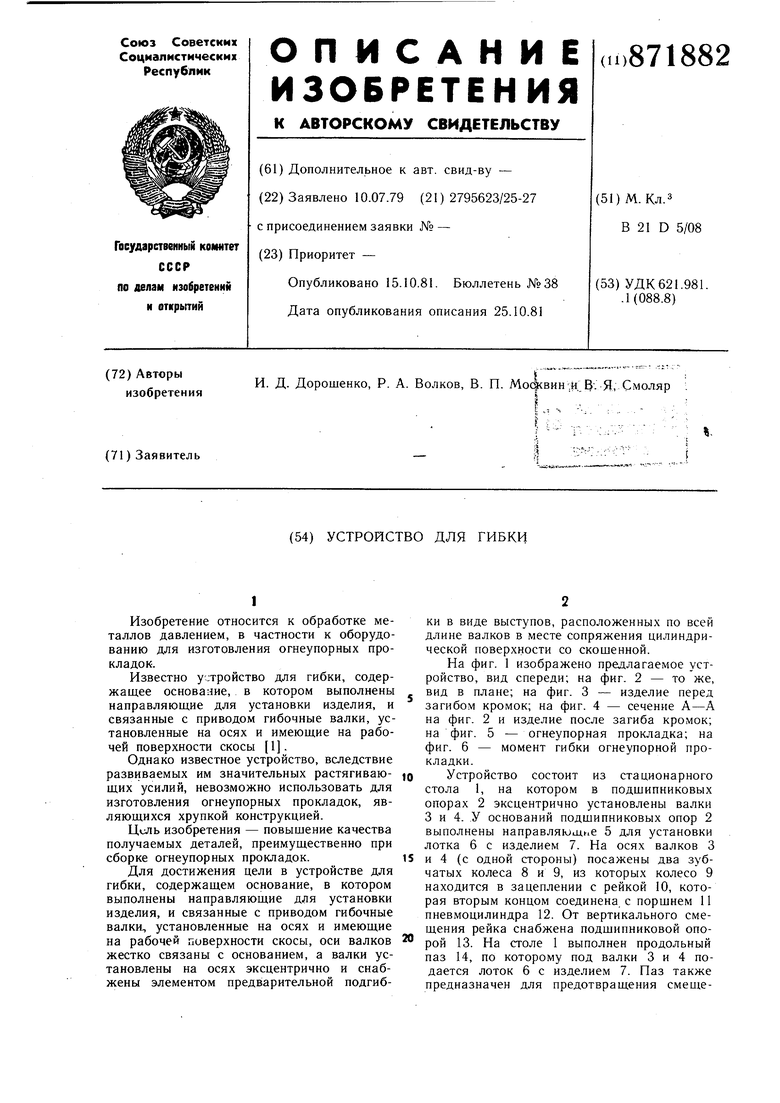
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU732050A1 |
| Устройство для гибки петли из проволоки | 1980 |
|
SU910290A1 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Способ подгибки кромок длинномерных заготовок | 1990 |
|
SU1801661A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |

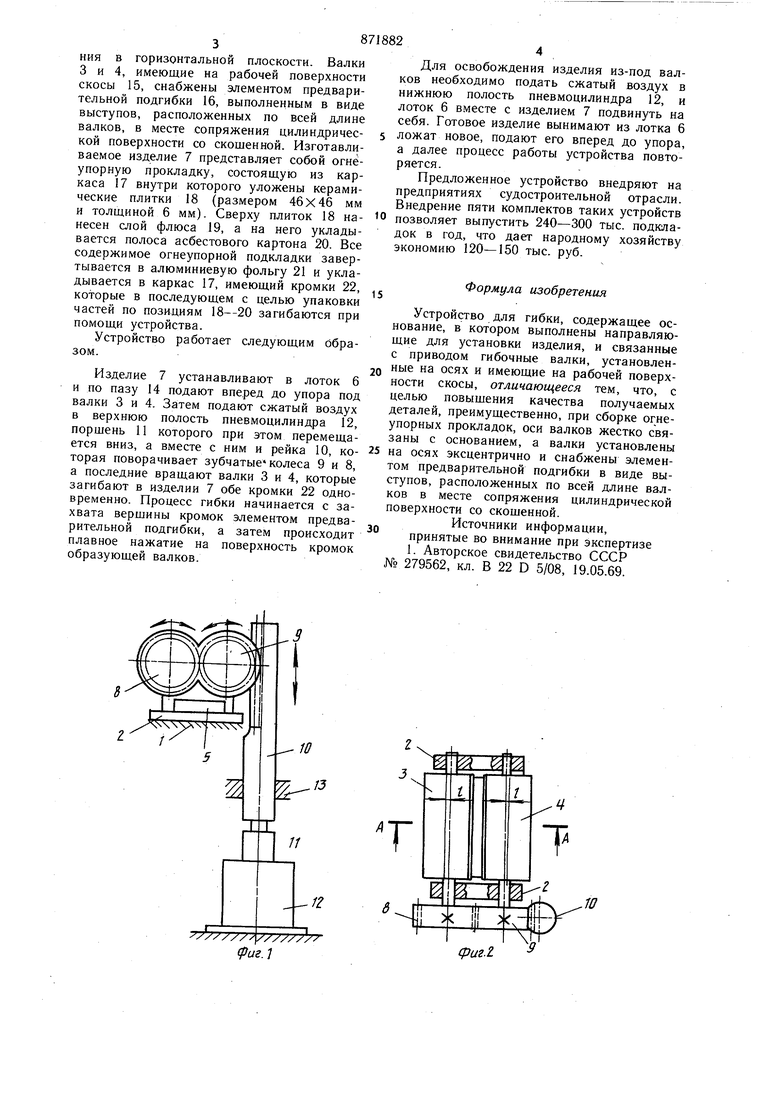
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления огнеупорных прокладок. Известно yjTpoHCTBO для гибки, содержащее основание, в котором выполнены направляющие для установки изделия, и связанные с приводом гибочные валки, установленные на осях и имеющие на рабочей поверхности скосы 1. Однако известное устройство, вследствие развиваемых им значительных растягивающих усилий, невозможно использовать для изготовления огнеупорных прокладок, являющихся хрупкой конструкцией. Цель изобретения - повыщение качества получаемых деталей, преимущественно при сборке огнеупорных прокладок. Для достижения цели в устройстве для гибки, содержащем основание, в котором выполнены направляющие для установки изделия, и связанные с приводом гибочные валки, установленные на осях и имеющие на рабочей поверхности скосы, оси валков жестко связаны с основанием, а валки установлены на осях эксцентрично и снабжены элементом предварительной подгибки в виде выступов, расположенных по всей длине валков в месте сопряжения цилиндрической поверхности со скощенной. На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - изделие перед загибом кромок; на фиг. 4 - сечение А-А на фиг. 2 и изделие после загиба кромок; на фиг. 5 - огнеупорная прокладка; на фиг. 6 - момент гибки огнеупорной прокладки. Устройство состоит из стационарного стола 1, на котором в подщипниковых опорах 2 эксцентрично установлены валки 3 и 4. У оснований подщипниковых опор 2 выполнены направляющие 5 для установки лотка 6 с изделием 7. На осях валков 3 и 4 (с одной стороны) посажены два зубчатых колеса 8 и 9, из которых колесо 9 находится в зацеплении с рейкой 10, которая вторым концом соединена с порщнем 11 пневмоцилиндра 12. От вертикального смещения рейка снабжена подщипниковой опорой 13. На столе 1 выполнен продольный паз 14, по которому под валки 3 и 4 подается лоток 6 с изделием 7. Паз также предназначен для предотвращения сметения в горизонтальной плоскости. Валки 3 и 4, имеющие на рабочей поверхности скосы 15, снабжены элементом предварительной подгибки 16, выполненным в виде выступов, расположенных по всей длине валков, в месте сопряжения цилиндрической поверхности со скошенной. Изготавливаемое изделие 7 представляет собой огнеупорную прокладку, состоящую из каркаса 17 внутри которого уложены керамические плитки 18 (размером 46X46 мм толщиной 6 мм). Сверху плиток 18 нанесен слой флюса 19, а на него укладывается полоса асбестового картона 20. Все содержимое огнеупорной подкладки завертывается в алюминиевую фольгу 21 и укладывается в каркас 17, имеющий кромки 22, которые в последующем с целью упаковки частей по позициям 18-20 загибаются при помощи устройства. Устройство работает следующим образом. Изделие 7 устанавливают в лоток 6 и по пазу 14 подают вперед до упора под валки 3 и 4. Затем подают сжатый воздух в верхнюю полость пневмоцилиндра 12, порщень 11 которого при этом перемещается вниз, а вместе с ним и рейка 10, которая поворачивает зубчатые колеса 9 и 8, а последние вращают валки 3 и 4, которые загибают в изделии 7 обе кромки 22 одновременно. Процесс гибки начинается с захвата вершины кромок элементом предварительной подгибки, а затем происходит плавное нажатие на поверхность кромок образующей валков. Для освобождения изделия из-под валков необходимо подать сжатый воздух в нижнюю полость пневмоцилиндра 12, и лоток 6 вместе с изделием 7 подвинуть на себя. Готовое изделие вынимают из лотка 6 ложат новое, подают его вперед до упора, а далее процесс работы устройства повторяется. Предложенное устройство внедряют на предприятиях судостроительной отрасли. Внедрение пяти комплектов таких устройств позволяет выпустить 240-300 тыс. подкяадок в год, что дает народному хозяйству экономию 120-150 тыс. руб. Формула изобретения Устройство для гибки, содержащее основание, в котором выполнены направляющие для установки изделия, и связанные с приводом гибочные валки, установленные на осях и имеющие на рабочей поверхности скосы, отличающееся тем, что, с целью повыщения качества получаемых деталей, преимущественно, при сборке огнеупорных прокладок, оси валков жестко связаны с основанием, а валки установлены на осях эксцентрично и снабжены элементом предварительной подгибки в виде выступов, расположенных по всей длине валков в месте сопряжения цилиндрической поверхности со скошенной. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 279562, кл. В 22 D 5/08, 19.05.69.
(ригЛ
Т
(риг.1
22
сриг.З
