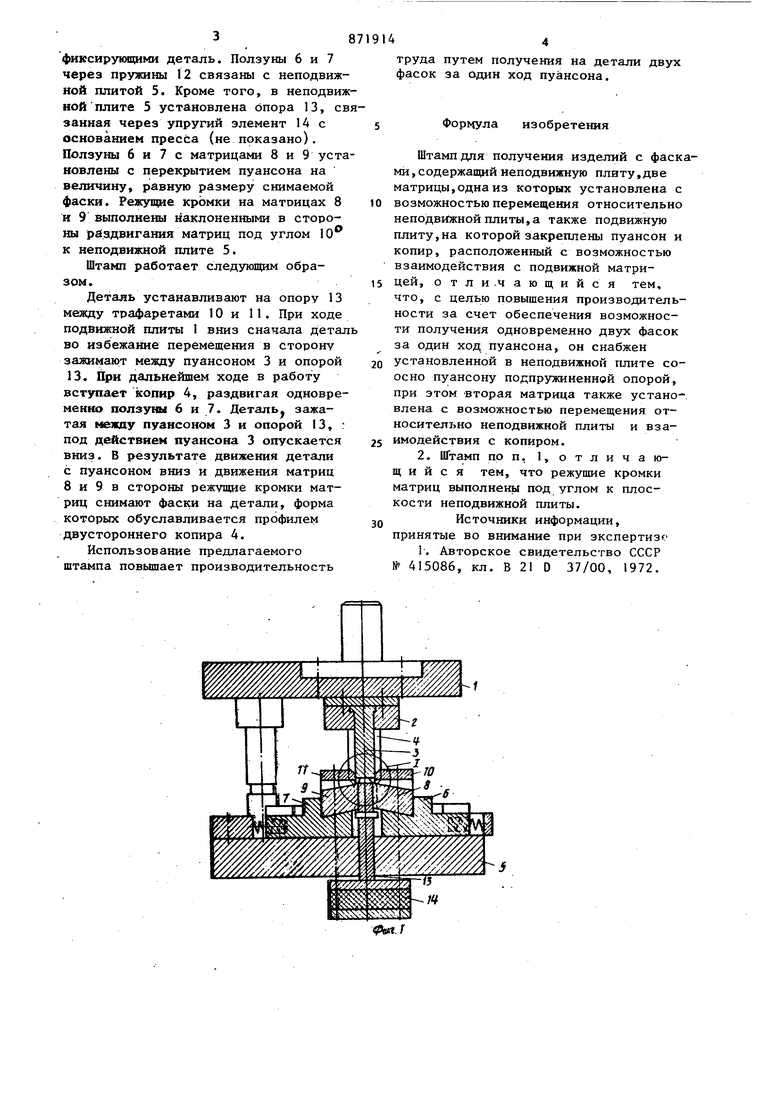
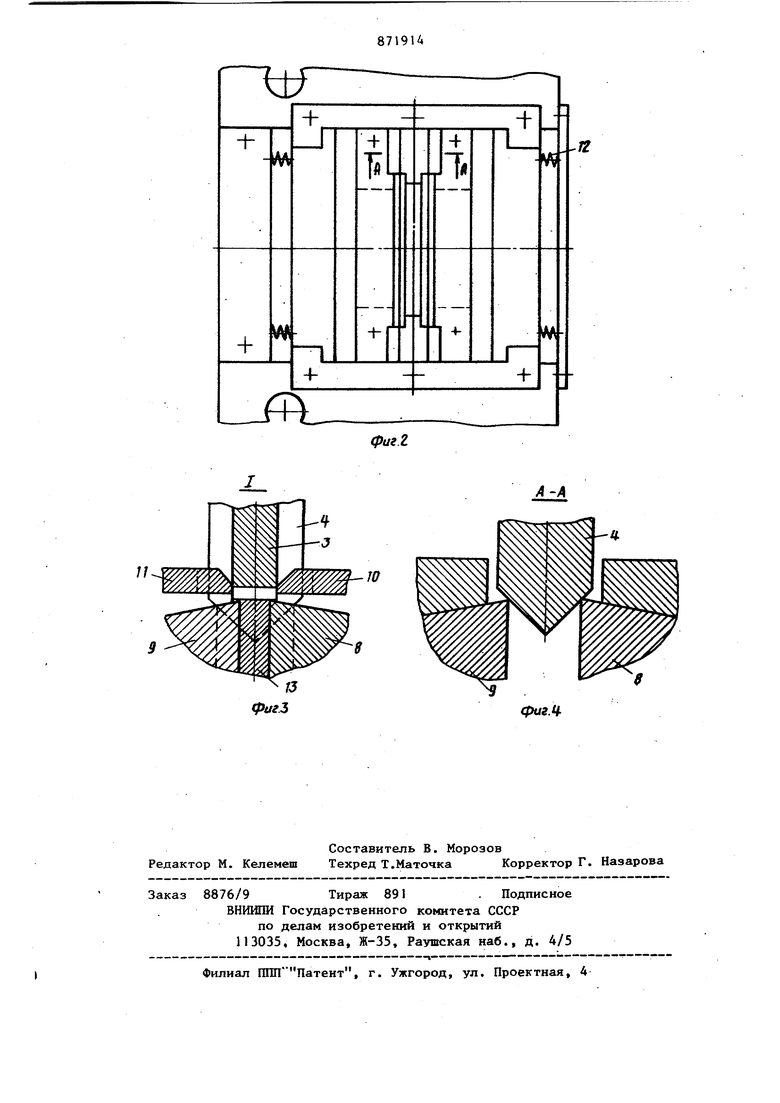
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для получения изделий с фаскЪми. Известен штамп для получения изделий с фасками, содержащий неподвижную плиту, две матрицы, одна из которых установлена с возможностью перемещения относительно неподвижной плиты, а также подвижную плиту, на которой закреплены пуансон и копир, puc. положенный iC. возможностью взаимодействия с подвижной матрицей J. Недостатком известного штампа является его низкая производительность Цель изобретения - повышение производительности за счет обеспечения возможности получения одновременно двух фасок за один ход пуансона. Поставленная цель достигается тем что штамп для получения изделий с фасками, содержащий неподвижную плиту, две матрицы, одна из КОТОРЫХ установлена с возможностью перемеще7 НИН относительно неподвижной плиты, а также подвижную плиту, «а которой закреплены пуансон и копир, расположенный с возможностью взаимодействия с подвижной матрицей, снабжен установленной в неподвижной .плите соосно пуансону подпружиненной опорой, при этом вторая матрица также установлена с возможностью перемещения относительно неподвижной плиты и взаи юдействия с копиром. Режущие кромки матриц могут быть выполнены под углом к плоскости неподвижной плиты. На фиг.I изображен предлагаемый штамп, разрез; на фиг. 2 - неподвижная насть штампа, вид сверху; на фиг. 3 - узел 1 на фиг. 1; на фиг.4разрез А-А на фиг. 2. В подвижной плите 1 штампа через пуансонодержатель 2 закреплен пуансон 3 и копир 4. Копир 4 выполнен двусторонним. В неподвижной плитег 5 установлены два ползуна 6 и 7 с мат-, рицами 8 и 9 и трафаретами 10 и П
фиксируюащьш деталь. Ползуны 6 и 7 через пружины 12 связаны с неподвижной плитой 5. Кроме того, в неподвижной плите 5 установлена опора 13, свзанная через упругий элемент 14 с основанием пресса (не показано). Ползуны 6 и 7 с матрицами 8 и 9 установлены с перекрытием пуансона на величину, равную размеру снимаемой фаски. Режущие кромки на матрицах 8 и 9 выполнены наклоненными в сторош | раздвигания матриц под углом 1 О к неподвижной плите 5.
Штамп работает следующим образом.
Деталь устанавливают на опору 13 между трафаретами 10 и 11. При ходе подвижной плиты 1 вниз сначала детал во избежание перемещения в сторону зажимают между пуансоном 3 и опорой 13. При дальнейшем ходе в работу вступает копир 4, раздвигая одновременно ползуш б и 7. Деталь зажатая межоу пуансоном 3 и опорой 13, : под действием пуансона 3 опускается вниз. В результате движения детали с пуансоном вниз и движения матриц 8 и 9 в стороны режущие кромки матриц CHHMcUOT фаски на детали, форма которых обуславливается профилем двустороннего копира 4.
Использование предлагаемого штампа повьшает производительность
труда путем получения на детали двух фасок за один ход пуансона.
Формула изобретения
Штамп для получения изделий с фаскми, содержащий неподвижную плиту,две матрицы,одна из которых установлена с возможностью перемещения относительно неподвижной плиты, а также подвижную плиту,на которой закреплены пуансон и копир, расположенный с возможностью взаимодействия с подвижной матрицей, о тли.чающийся тем, что, с целью повышения производительности за счет обеспечения возможности получения одновременно двух фасок за один ход пуансона, он снабжен установленной в неподвижной плите соосно пу ансону подпружиненной опорой, при этом вторая матрица также установлена с возможностью перемещения относительно неподвижной плиты и взаимодействия с копиром.
2. Штамп по п. 1, отличающийся тем, что режущие кромки матриц выполнены под углом к плоскости неподвижной плиты.
Источники информации, принятые во внимание при экспертизе
Г. Авторское свидетельство СССР № 415086, кл. В 21 D 37/00, 1972.
H-i-i12
05
,T
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
| Штамп для получения изделий с фасками | 1985 |
|
SU1313547A1 |
| Штамп для получения фасок | 1981 |
|
SU984576A2 |
| Штамп для получения фасок | 1989 |
|
SU1667990A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ФАСОК | 1972 |
|
SU415068A1 |
| Штамп для формирования фасок | 1988 |
|
SU1581421A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
+
Ч
/«-Л
фаг.Ц.
