(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО ПРОФИЛЬНОГО МАТЕРИАЛА В ЗОНУ РЕЗКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для порезки длинномерного профильного проката | 1986 |
|
SU1402411A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1989 |
|
SU1692918A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для накопления и поштучной выдачи длинномерных профильных заготовок | 1989 |
|
SU1669621A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1983 |
|
SU1117107A1 |
I
Изобретение относится к вспомогательному оборудованию, используемому в заготовительном производстве машиностроительных заводов, а именно к устройствам для подачи материала в зону резки.
Известно устройство для подачи длинномерного профильногй материала в зону резки, содержащее механизированный стеллаж и рольганг линии резки с размещенными на нем приводными поворотными рычагами |lj.
Недостатком известного устройства является то, что оно не обеспечивает перекладку со стеллажа на рольганг профильного проката типа щвеллер при его транспортировке к отрезному круглопильному станку типа 8Г661 в ориентированном положении. В соответствии с технологическими особенностями порезки проката типа щвеллер он должен транспортироваться по рольгангу на одной из полок. При транспортировке его необходимо удерживать от опрокидывания, что в конечном итоге снижает производительность работы.
Цель изобретения - повышение производительности за счет обеспечения возможности фиксирования материала на рольганге в ориентированном положении.
Цель достигается тем, что, в устройстве для подачи длинномерного профильного материала в зону резки, содержащем механизированный стеллаж и рольганг линии резки с размещенными на нем приводными поворотными рычагами, каждый поворотный рычаг
снабжен платформе с консольно установленными на ней роликами.
С целбю повышения качества резки за счет обеспечения возможности качественного зажима проката при его резке, каждая
10 платформа установлена на соответствующем ей рычаге с возможностью перемещения относительно него в направлении, перпендикулярном , продольной оси рольганга, и подпружинена относительно него в этом направлении.
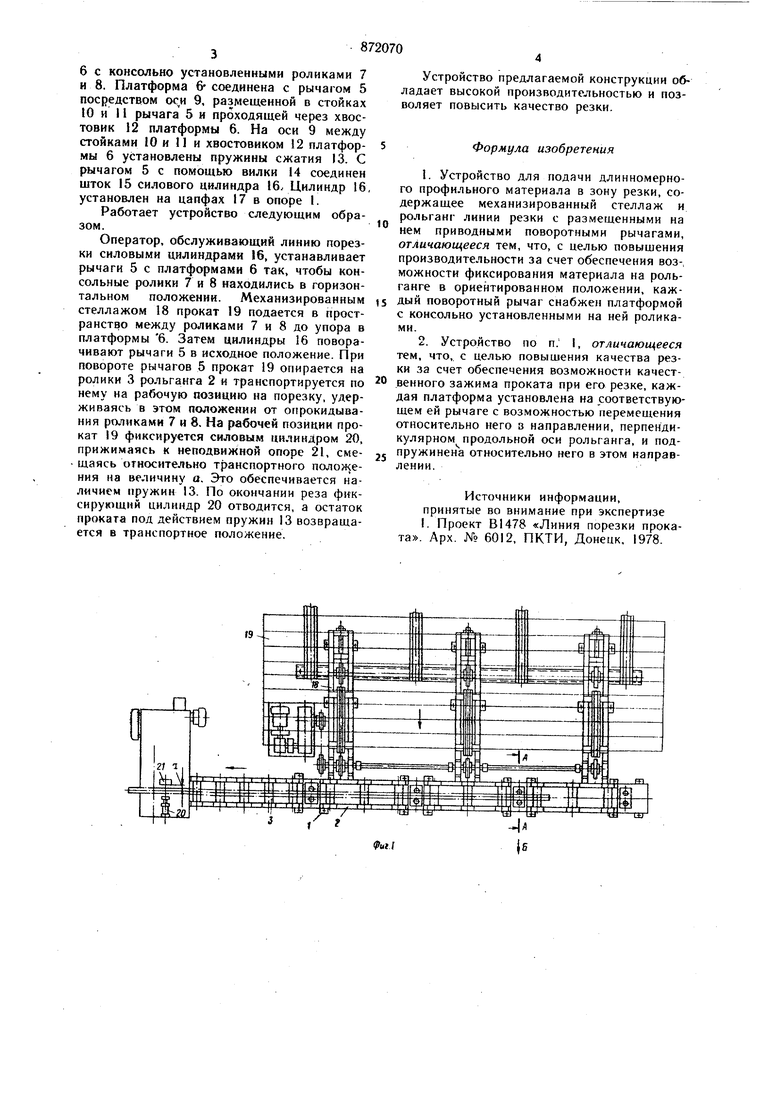
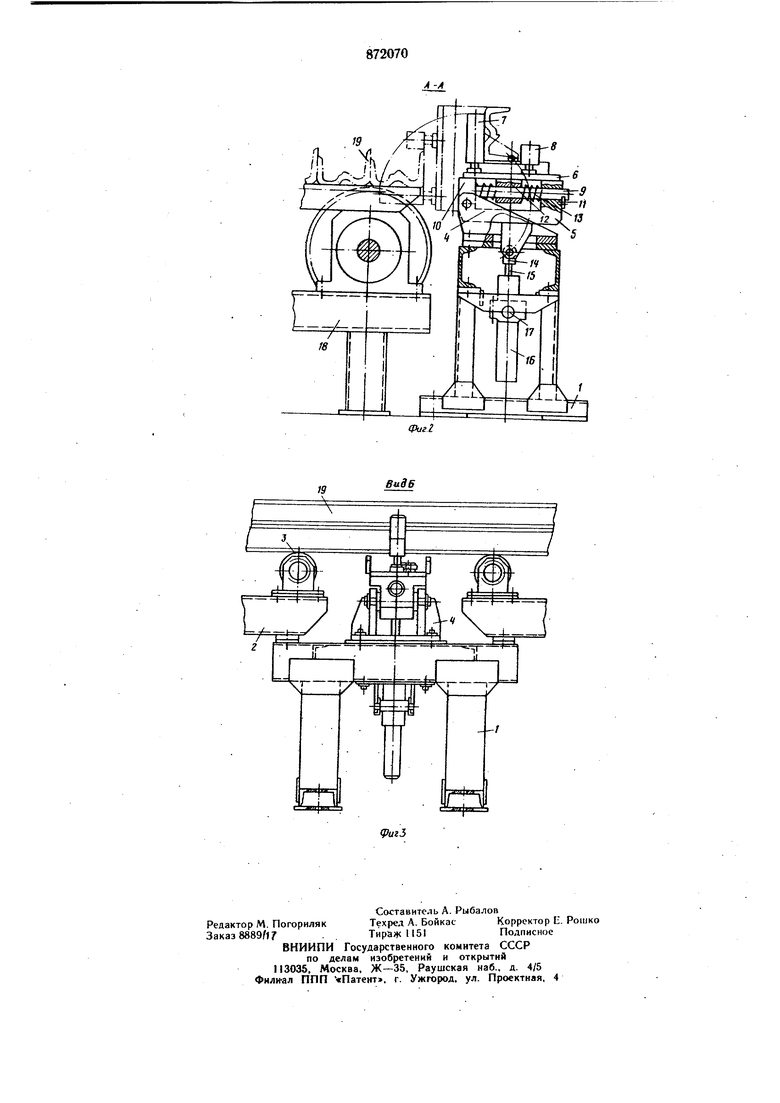
(5 На фиг. I изображено предлагаемое устройство, общий вид, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. I.
Устройство для подачи длинномерного профильного материала в зону резки со держит опоры 1, на которых установлены секции рольганга 2 с роликами 3 и кронштейны 4 с шарнирно закрепленными в них рычагами 5. На рычаге 5 размещена платформа 6 с консольно установленными роликами 7 и 8. Платформа fr соединена с рычагом 5 посредством 9, размещенной в стойках 10 и И рычага 5 и проходящей через хвостовик 12 платформы 6. На оси 9 между стойками 10 и П и хвостовиком 12 платформы 6 установлены пружины сжатия 13. С рычагом 5 с помощью вилки 14 соединен шток 15 силового цилиндра 16. Цилиндр 16, установлен на цапфах 17 в опоре I. Работает устройство следующим образом. Оператор, обслуживающий линию порезки силовыми цилиндрами 16, устанавливает рычаги 5 с платформами 6 так, чтобы консольные ролики 7 и 8 находились в горизонтальном положении. Механизированным стеллажом 18 прокат 19 подается в пространство между роликами 7 и 8 до упора в платформы 6. Затем цилиндры 16 поворачивают рычаги 5 в исходное положение. При повороте рычагов 5 прокат 19 опирается на ролики 3 рольганга 2 и транспортируется по нему на рабочую позицию на порезку, удерживаясь в этом положении от опрокидывания роликами 7 и 8. На рабочей позиции прокат 19 фиксируется силовым цилиндром 20, прижимаясь к неподвижной опоре 21, сме-щаясь относительно транспортного положения на величину а. обеспечивается наличием пружин 13. По окончании реза фиксирующий цилиндр 20 отводится, а остаток проката под действием пружин 13 возвращается в транспортное положение. Устройство предлагаемой конструкции обладает высокой производительностью и позволяет повысить качество резки. Формула изобретения 1. Устройство для подачи длинномерного профильного материала в зону резки, содержащее механизированный стеллаж и рольганг линии резки с размещенными на нем приводными поворотными рычагами, отличающееся тем, что, с целью повышения производительности за счет обеспечения воз-, можности фиксирования материала на рольганге в ориентированном положении, каждый поворотный рычаг снабжен платформой с консольно установленными на ней роликами. 2. Устройство по п. I, отличающееся тем, что,, с целью повышения качества резки за счет обеспечения возможности качественного зажима проката при его резке, каждая платформа установлена на соответствующем ей рычаге с возможностью перемещения относительно него з направлении, перпендикулярном продольной оси рольганга, и подпружинена относительно него в этом направлении. Источники информации, принятые во внимание при экспертизе I. Проект В1478 «Линия порезки проката. Арх. № 6012, ПКТИ, Донецк, 1978.
ВиЗВ
