(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Устройство для сборки под сварку труб с фланцами | 1987 |
|
SU1418023A1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Устройство для клеймения | 1988 |
|
SU1784335A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1504054A1 |
| Рамка для нанесения покрытий на катоды | 1979 |
|
SU860167A1 |
1
Изобретение относится к автомати эадии сборочных процессов и предназначено для сборки деталей типа валвтулка , например, оправок со втулками.
Известно устройство для сборки деталей, содержащее средство для подачи оправок, подвижный в вертикальной плоскости лоток для транспортировки втулок с прорезью для прохода оправок, упор и фиксатор. Выполнение лотка с возможностью перемещения в вертикальной плоскости обеспечивает сборку втулок с оправками, имеющими отклонения по высоте 1.
Однако, если оправки под воздействием внешних факторов становятся несоосны с продольной осью лотка, то при движении к концу лотка они не попадают в сквозную прорезь, из-за чего не происходит сочленения втулки с оправкой. Это приводит к увеличению количества брака и снижению производительности труда.
Цель изобретения - повышение производительности и надежности устройства.
Для достижения этой цели лоток выполнен из трех частей, шарнирно соединенных между собой, причем
средняя часть установлена с возможностью качания в горизонтальной плоскости, упор - с возможностью перемещения вдоль плоскости нижней части лотка.
При этом фиксатор выполнен в виде подпружиненного вращающегося диска.
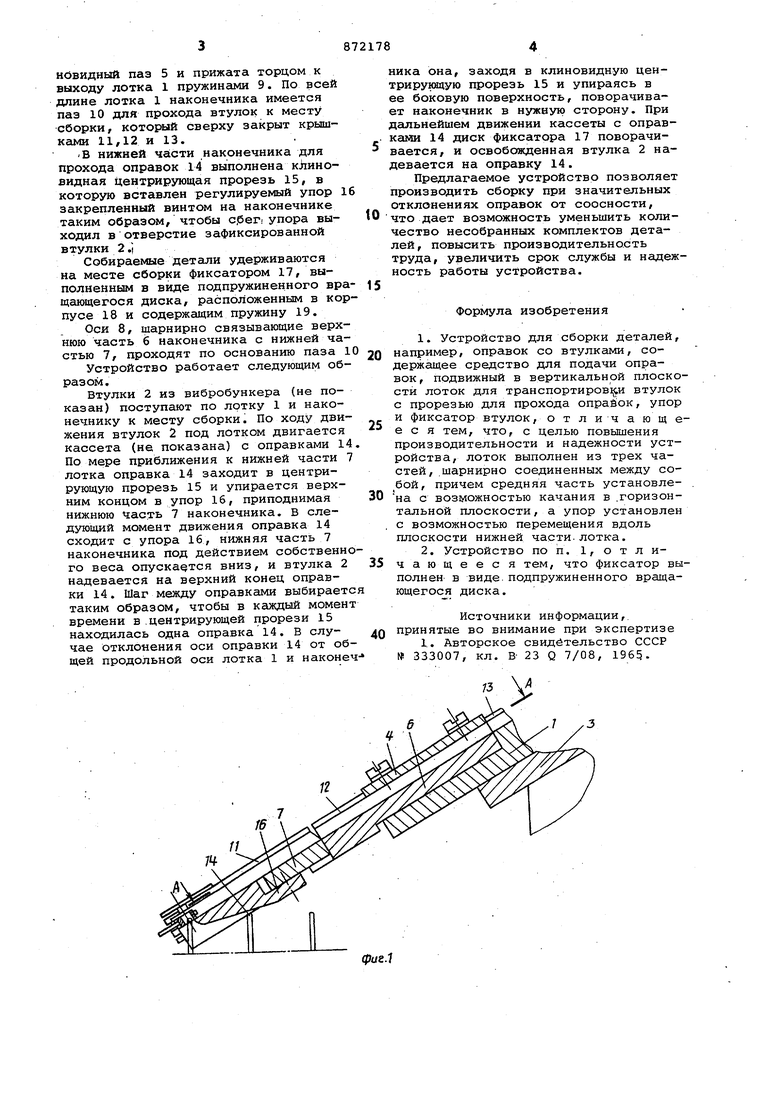
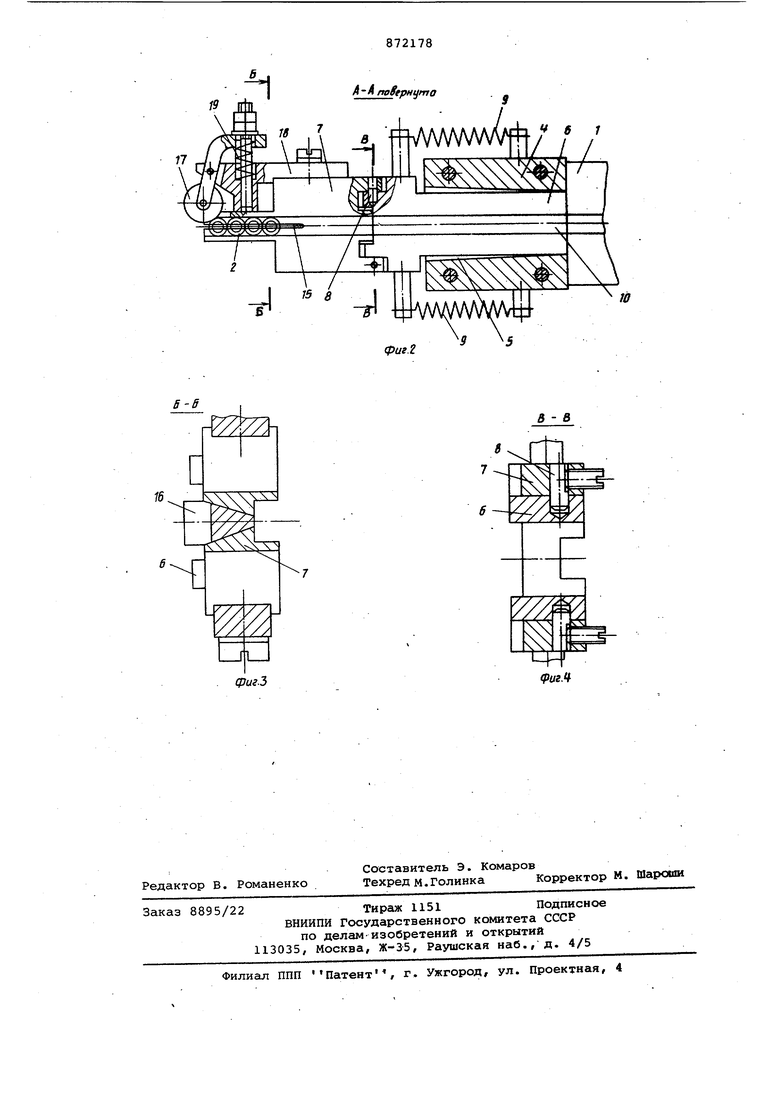
На фиг. 1 схематически представлено предлагаемое устройство, вид сбо10ку; на фиг. 2 - разрез А-А на фиг. 1 (без крышек); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство для сборки деталей содержит лоток 1 для подачи втулок 2 к месту сборки, закрепленный на кронштейне 3 и образующий с крышкой 4 глухой паз 5. Конец лотка выполнен в виде наконечника, состоящего из
20 верхней б и нижней 7 частей, подвижно соединенных между собой посредством осей 8 так, что нижняя часть ) может отклоняться вверх от исходного положения. Возврат нижней ча25сти 7 наконечника в исходное положение происходит под действием собственного веса. Верхняя часть 6 наконечника смонтирована с возможностью отклонения в горизонтальной плоскости, для чего она установлена в клинОвидный паз 5 и прижата торцом к выходу лотка 1 пружинами 9. По всей длине лотка I наконечника имеется паз 10 для прохода втулок к месту сборки, который сверху закрыт крышками 11,12 и 13. В нижней ча;сти наконечника для прохода оправок 14 выполнена KJIHHOвидная центрирующая прорезь 15, в которую вставлен регулируемый упор закрепленный винтом на наконечнике таким образом, чтобы с.бег. упора выходил в отверстие зафиксированной втулки 2. Собираемые детали удерживаются на месте сборки фиксатором 17, выполненным в виде подпружиненного вр щающегося диска, расположенным в ко пусе 18 и содержащим пружину 19. Оси 8, шарнирно связывающие верх нюю часть 6 наконечника с нижней ча стью 7, проходят по основанию паза Устройство работает следующим об разом . Втулки 2 из вибробункера (не показан) поступают по лотку 1 и наконечнику к месту сборки. По ходу дви жения втулок 2 под лотком двигается кассета (не показана) с оправками 1 По мере приближения к нижней части лотка оправка 14 заходит в центрирующую прорезь 15 и упирается верхним концом в упор 16, приподнимая нижнюю часть 7 наконечника. В следующий момент движения оправка 14 сходит с упора 16, нижняя часть 7 наконечника под действием собственн го веса опускается вниз, и втулка надевается на верхний конец оправки 14. Шаг между оправками выбирае таким образом, чтобы в кеикдый моме времени в .центрирующей прорези 15 находилась одна оправка 14. В случае отклонения оси оправки 14 от о щей продольной оси лотка 1 и након
12
t6
фие.1 ника она, заходя в клиновидную центрирующую прорезь 15 и упираясь в ее боковую поверхность, поворачивает наконечник в нужную сторону. При Дсшьнейшем движении кассеты с оправками 14 диск фиксатора 17 поворачивается, и освобожденная втулка 2 надевается на оправку 14. Предлагаемое устройство позволяет производить сборку при значительных отклонениях оправок от соосности, что дает возможность уменьшить количество несобранных комплектов деталей, повысить производительность труда, увеличить срок службы и надежность работы устройства. Формула изобретения 1.Устройство для сборки деталей, например, оправок со втулками, содержащее средство для подачи оправок , подвижный в вертикальной плоскости лоток для транспортировки втулок с прорезью для прохода опраёок, упор и фиксатор втулок, отличающееся тем, что, с целью повышения производительности и надежности устройства, лоток выполнен из трех частей, .шарнирно соединенных между , причем средняя часть установлена с возможностью качания в .горизонтальной плоскости, а упор установлен с возможностью перемещения вдоль плоскости нижней части, лотка. 2.Устройство по п. 1, о т л ичающееся тем, что фиксатор выполнен, в виде.подпружиненного вращающегося диска. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 333007, кл. В- 23 Q 7/08, 1965.
л Д повернуто
фиг.2
5-6
фиг.З
6 - В
ригЛ
