(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИТЬЕВОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термостатирования литьевых форм | 1978 |
|
SU730582A1 |
| Способ автоматического регулирования процесса литья пластмасс под давлением | 1979 |
|
SU861089A1 |
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| Способ автоматического управления стадией формования при литье изделий из пластмасс под давлением | 1980 |
|
SU903169A1 |
| Способ автоматического управления процессом пластикации при изготовлении изделий из пластмасс методом литья под давлением | 1980 |
|
SU937201A1 |
| Способ автоматического управления пластикацией при литье пластмасс под давлением | 1985 |
|
SU1397297A1 |
| Способ автоматического управления процессом пластикации при литье под давлением изделий из пластмасс | 1982 |
|
SU1054087A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
| Способ автоматического управления процессом литья изделий из пластмасс | 1978 |
|
SU751458A1 |
| Устройство для определения момента перехода стадии впрыска в стадию формования при литье под давлением изделий из пластмасс | 1980 |
|
SU903168A1 |
I
Изобретение относится к автоматическому регулированию и может быть использовано для изготовления изделий как из пластических масс методом литья под давлением так и металлов и эластомеров.
Существенное влияние на качество изделий, отливаемых методом литья под давлением, и на производительность процесса литья оказывает температурный режим литьевой формы.
Известно устройство для регулирования .температуры, содержащее блок принудительной циркуляции теплоносителя по термостатирующим каналам формы, и задатчик температуры теплоносителя 1 .
Наиболее близким по технической сущности к предлагаемому является устройство автоматического регулирования температуры формы литьевой машины для изготовления изделий из пластмасс, содержащее блок при нудительной циркуляции теплоносителя по термостатируюшим каналам формы и двзоспозиционный распределитель {21.
Недостатками этих устройств является то, чти процесс охлаждения изделий в полости
сомкнутой формы можно прекращать только после снижения температуры всей поверхности изделий до заданного уровня, а при использовании рассмотренного устройства время охлаждения тех частей изделия, которые соприкасаются с более горячими участками поверхности формы, затягивается, тем самым увеличивается время всего процесса охлаждения изделия, что снижает производительность работы литьевой машины в целом и качество
10 отливаемых изделий.
Цель изобретения - повышение точности устройства.
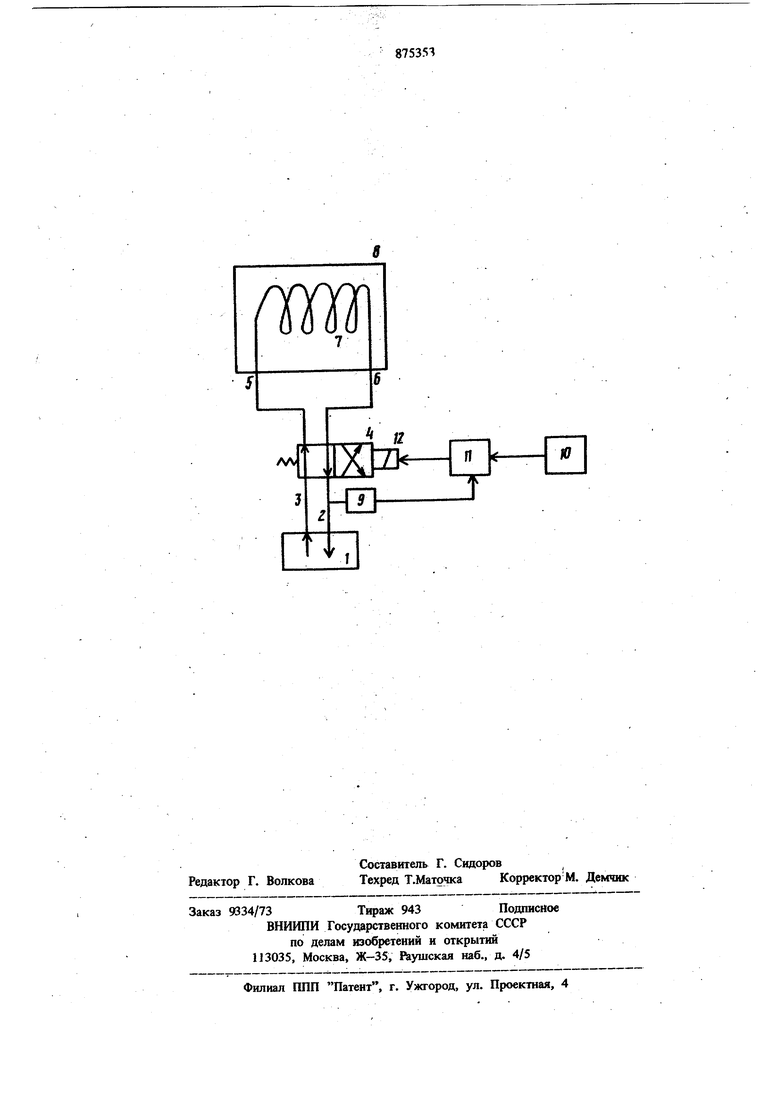
Указанная цель достигается тем, что в устройство для охлаждения литьевой формы, со15держащее побудитель расхода теплоносителя, входной и выходной каналы которого соединены через двухпозиционный распределитель с входом и выходом термостатирующего канала литьевой формы, введены датчик и задат20чик температуры и блок сравнения, выход которого связан с управляющим входом двухпозиционного распределителя, а первый и второй входы соответственно с задатчиком 3 температуры и датчиком температуры, установленном на входном канале побудителя рас хода теплоноснтеля. На чертеже схематично показано устройство для охлаждения литьевой формы. Устройство содержщ побудатель расхода теплсмосителя 1, входной 2 и выходной 3 каналы которого соединены через двухпозициошшй распределитель 4 с входом 5 и выходом б термостатирующего канала 7 литьевой формы 8, датчик 9 и задатчик 10 температуры и блок 11 сравнения, выход, которого связан с управляющим входом 12 да)гхпозиционного распределителя 4, а первый и второй входа соответственно с задатчиком 10 температуры .и датчиком 9 температуры, установленном на входном канале 2 побудители 1 расхода теплоносителя. Устройство работает следующим образом. . Пусть, двухпозиционный распределитель 4 находится в таком положении, когда выходно каяап 3 побудителя 1 расхода соединен с вхо дом 5, а входной канал 2 побудтгеля 1 расх да соединен с выходом б термостатирующего канала 7 формы 8. Теплоноситель поступает через двухпозиционный распределитель 4 к входу 5 термостатирующего канала 7 и движется по термостатирующшу каналам формы в направлении к выходу б. Температура теплоносителя контролируется датчиком температуры 9. Так как датчик установлен в сливной магистрали из двухпозиционного распределителя 4, то при рассматриваемом положении распределителя, датчиком контролируется температура теплоносителя на выходе б из термостатирующего канала формы. В момент, когда температура достигнет значения, заданного при помоилн за датчика 10, в блоке 11 сравнения вырабатывается сигнал на переключение распределителя 4« При зтом направление течения теплоносителя по термостатирующему каналу 7 формы 8 изменяется на противоположное. Теплоноситель протекает в направлении от выхода б к входу 5. Такое направление течения теплоносителя продолжается до тех пор, пока температура жидкости на входе 5 в термостатирующем канале формы не станет равна заданной задатчиком 10. В момент сравнения действительной и заданной температур в блоке 11 сравнения вырабатывается сигнал на переключение распределителя 4 в первое, описапное выше положение. Направление течения теплоносителя вновь изменяется на противоположное. Благодаря таким изменениям направления течения теплоносителя по термостатирующим каналам формы, устройство для автоматического регулирования температуры формы литьевой машины обеспечивает равномерное температурное поле по всей формообрабатывающей поверхности формы. Положительный эффект от внедрения предлагаемого устройства заключается в повышении качества изделий, за счет уменьшения в них внутренних напряжений. Кроме того, сокращается время охлаждения изделий, что позволяет повысить производительность работы литьевой машины. Формула изобретения Устройство для охлаждения питьевой формы, содержащее побудитель расхода теплоносителя, входной и выходной каналы которого соединены через двухпозициоиный распределитель с входом и выходом термостатирующего канала литьевой формы, отличающееся тем, что, с делью повышения точности устройства, в него введены датчик и задатчик температуры и блок сравнения, выход которого связан с управляюшим входом двухпозищюииого распредели еля, а первый и второй входы соответственно с задатчиком температуры, и датчиком температуры, установленном на входном канале побудителя расхода теплоносителя. Источники информации, принятые во внимание при экспертизе 1.Фурсов В. В. и др. Пластические массы. 1977, № 9, с. 34-35. 2.Патент Франции N« 2275294, кл. В 29 С 17/02, 1976 (прототип).
rm
