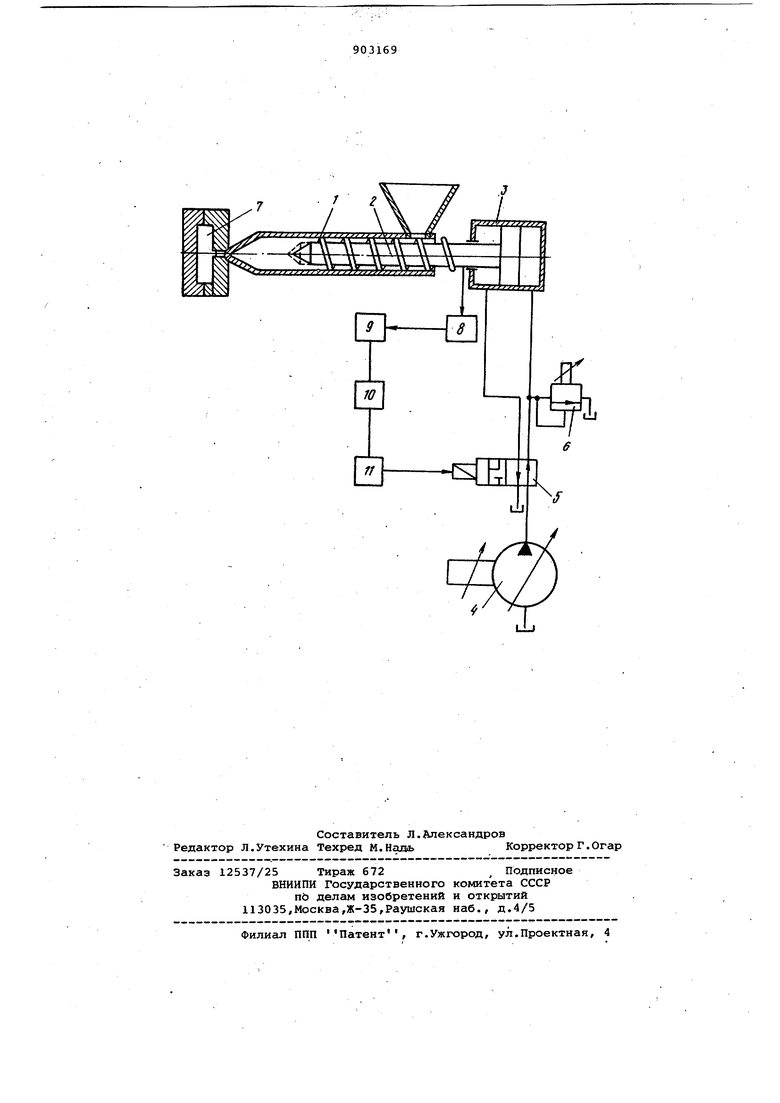
чика давления, ejo уплотнением и теплоизоляцией, сложно определять ве личину заданного значения разности усилий, так как эта величина различн для материалов различных марок. Эти недостатки не позволяют повысить точность стабилизации массы изд лий. Целью изобретения является повышение точности стабилизации массы изделий. Эта цель достигается тем, что по известному способу автоматическо го управления стадией формования пр литье изделий из пластмасс под давлением, заключающемуся в регулировании времени формования изделий, дополнительно осуществляют кратковременное сжатие пластицированного расплава пластмассы при заданном давлении/измеряют величину пути, пройденного червяком за время указанного кратковременного сжатия расплава, и в зависимости от упомянутой величины пути устанавливают время формования изделия в данном цикле литья. На чертеже показана структурная схема устройства, реализующего описываемый способ. Предложенный способ осуществляют следующим образом. В передней части .цилиндра 1 плас тикации перед червяком 2 накапливают необходимую дозу пластицированного расплава полимера. После окончания процесса пластикации в гидроцилиндр 3 насосом 4 через двухпозиционный распределитель 5 с электроуправлением подается рабочая жидкость под пробным давлением, определяемым настройкой предохранительного клапана 6. Предоз4ранительиый клапан б настраивается (вручную., либо дистанционно) на такое давлени чтобы усилие, создаваемое в поЕяиневой полости гидроцилиндра 3, не пре высило сопротивления в сопле цилинд ра 1 пластикации, т.е. чтобы не про изошло затекания расплава в полость формы 7. При зтом созданное в гидроцилинд 3 усилие перемещает червяк 2 по нап равлению к соплу,сжимая пластицированнЫй растав. Путь, пройденный червяком 2, контролируется датчиком 8 линейного перемещения. Сигнал от датчика 8, пропорциональный пути, пройденному червяком 2, поступает на вход арифметического блока 9, на выходе которого вырабатывается , пропорциональный объемному сжатию расплава. Этот сигнал поступает на вход функционального блока 10, генерирующего на своем выходе сигнал, пропорциональный вязкости пластицированного расплава в функции его объемного сжатия. В свою очередь сигнал с выхода функционального блока 10 поступает на вход логического блока 11, определяющего оптимальное время формования изделия в функции вязкости пластицированного расттлава, определенной уровнем сигнала, поступающего на вход логического блока 11.Величина найденного оптимального времени формования запоминается логическим блоком 11 и преобразуется в управляющий сигнал, который по истечению этого времени поступает в узел электроуправления двухпозиционным распределителем 5, обеспечивая его переключение и соединение обеих полостей гидроцилиндра 3 со сливом, т.е. окончание стадии формования и начало стадии охлаждения . Использование описываемого способа позволит повысить точность стабилизации массы отливаемых изде,лий и их размеров. Формула изобретения Способ автоматического управления стадией формования при литье изделий из пластмасс под давлением, заключающийся в регулировании времени формования изделия, о т л и - чающийся тем, что, с целью повышейия точности стабилизации массы изделий, осуществляют кратковременное сжатие пластицированного расплава пластмассы при заданном давлении, измеряют величину пути, пройденного червяком за время указанного кратковременного сжатия, и в зависимости от упомянутой величины пути устанавливают время формования изделия в данном цикле литья. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ 2300171, кл. в 29 F 1/06, опублик. 1976. 2.Авторское свидетельство СССР 606270, кл. В 29 F 1/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом пластикации при изготовлении изделий из пластмасс методом литья под давлением | 1980 |
|
SU937201A1 |
| Способ автоматического регулирования процесса литья пластмасс под давлением | 1979 |
|
SU861089A1 |
| Устройство для управления процессом литья изделий из пластмасс под давлением | 1980 |
|
SU891463A1 |
| Способ автоматического управленияпРОцЕССОМ плАСТиКАции пРи лиТьЕ пОддАВлЕНиЕМ | 1979 |
|
SU823159A1 |
| Устройство для регулирования процессалиТья издЕлий из плАСТМАСС | 1979 |
|
SU804494A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1979 |
|
SU865671A1 |
| Способ автоматического управления пластикацией при литье пластмасс под давлением | 1985 |
|
SU1397297A1 |
| Способ автоматического управления процессом пластикации при литье под давлением изделий из пластмасс | 1982 |
|
SU1054087A1 |
| Способ автоматического регулирования стадии заполнения расплавом полости формы при литье под давлением прецизионных изделий из пластмасс | 1979 |
|
SU861087A1 |