и выполнен в виде подвижного клина и связанного с ним упора, при этом шовообжимной ролик укреплен в указанной вилке.
Такое конструктивное выполнение устройства, по сравнению с известными, позволяет значительно упростить конструкцию и обеспечить легкую замену шовообжнмного ролика при максимальной жесткости узла, что, в свою очередь, обеспечивает получение стабильного сварного соединения высокого качества.
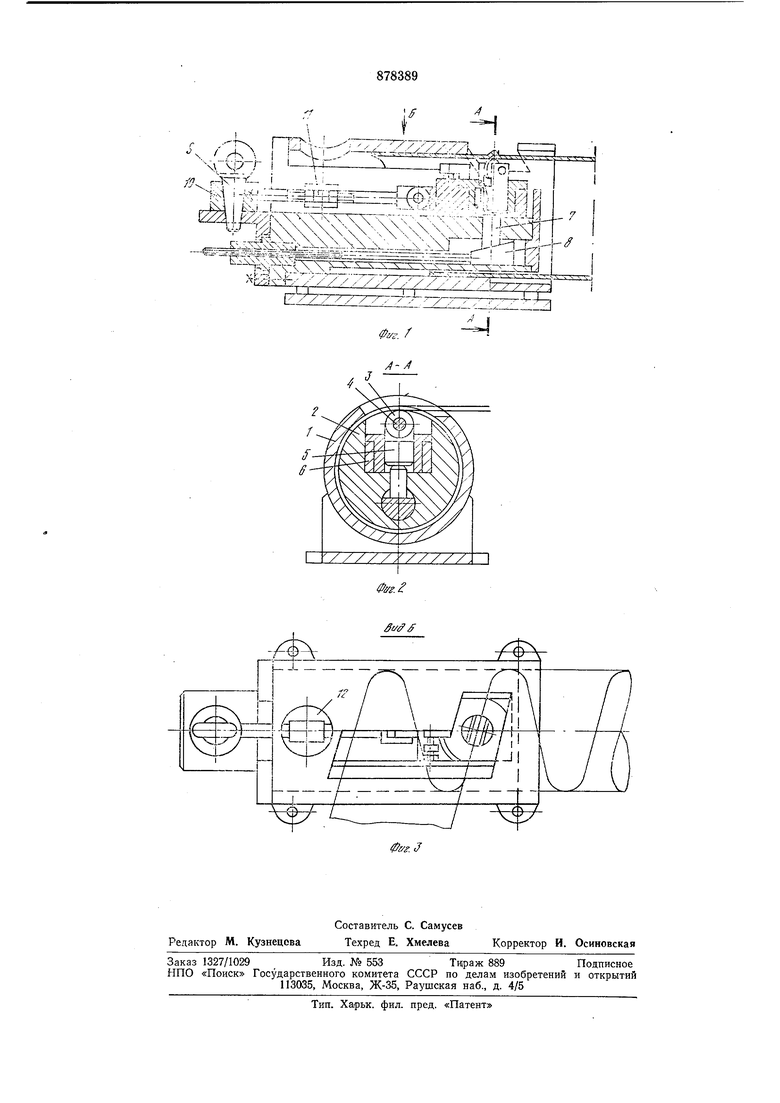
На фиг. 1 изображено предлагаемое формовочно-сварочное устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Формовочно-сварочное устройство содержит корпус 1, внутри которого установлена жестка(Я неоодвил ная оправка 2. Шовообжимной ролик 3 смонтирован на оси 4 на конце цилиндрической вилки 5, установленной в расточке ползуна 6. Под шовообжимным роликом в оправке смонтирован механизм вертикального перемещения шовообжимного ролика, состоящий из вертикального упора 7 и подвижного клина 8.
В процессе настройки щовообжимного ролика 3 упор 7 может опускаться ниже плоскости, по которой перемещается ползун. Фиксация шовообжимного ролика 3 вдоль оси трубы осуществляется при помощи быстроразборного щтифтового соединения, в котором конический щтифт 9 фиксирует хвостовик 10, щарнирно соединенный с ползуном 6. Регулировка положения щовообжимного ролика 3 вдоль оси трубы осуществляется ,гайкой 11.
Замена щовообжимного ролика 3 вместе с вилкой 5 осуществляется при рассое.. динении щтифта 9 с хвостовиком 10 и выдвижении (вручную) ползуна 6 до окна 12, выполненного в корпусе. Вилка 5 с щовообжимным роликом 3 вынимается через окно 12 из расточки ползуна специальным захватом, монтируемым на крюке мостового крана.
Данное формовочное устройство обладает перед наиболее соверщенными существующими устройствами следующими преимуществами: сокращение вpeмeн на замену щовообжимного ролика, простота конструкции, надежность в эксплуатации, оптимальная жесткость установки шовообжимного ролика.
Формула изобретения
1.Формовочно-сварочное устройство для производства спиральнощовных труб радиочастотной сваркой, содержащее установленную внутри корпуса оправку с щовообжимным роликом и механизм вертикального перемещения упомянутого ролика, отличающееся тем, что, с целью сокращения
времени на замену шовообжимного ролика, оправка выполнена с пазом и снабжена ползуном с вертикальной расточкой, установленным в упомянутом пазу с возможностью перемещения вдоль оправки, а в корпусе на расстоянии от щовообжимного ролика, превыщающем щаг спирали, со стороны паза оправки выполнено окно.
2.Устройство по п. 1, отличающеес я тем, что механизм вертикального перемещения щовообжимного ролика снабжен вилкой, смонтированной в вертикальной расточке ползуна, и выполнен в виде подвижного клина и связанного с ним упора, при этом щовообжимной ролик укреплен в указанной вилке.
Источники информации, принятые во
внимание при экспертизе: 1. Авторское свидетельство СССР
№ 278609, кл. В 23 С 37/12 1974.
2. Епихин Л. А. и др. Усоверщенствование формовочно-сварочного узла для стана
150-350 {сборник Нииинформтяжмащ), 1972, с. 29-34.
X гЬ V Г ч г I ,il;rrVl. i
f t A- r-/ /// / .VV/--// x,/x / /
J ; ; 35j25 g r
/
2 1п-I vV/yo oi i
i-L.. ; ч ,I J I
.,.li|
- i i i Jj,
| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Формовочно-сварочный узел стана высокочастотной сварки спиральношовных труб внахлестку | 1983 |
|
SU1281318A1 |
| Формовочное устройство для изготовления тонкостенных спиральношовных труб | 1973 |
|
SU455769A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Шовообжимное устройство | 1978 |
|
SU774664A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЬНОТПОВНЫХ ТРУБ СВАРКОЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU278609A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1973 |
|
SU397246A1 |
Si/ff
