(54) СТЕНД ДЛЯ СБОРКИ КОЛЬЦЕВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватное устройство для цилиндрических изделий | 1987 |
|
SU1409570A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для сборки и сварки изделий | 1987 |
|
SU1563940A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Автомат для запрессовки | 1981 |
|
SU994195A1 |
| Стенд для сборки реактивных штанг автомобиля | 1979 |
|
SU872169A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Полуавтомат для сборки цепи с расклепываемыми осями | 1981 |
|
SU994196A1 |
1
Изобретение относится к области машиностроения и может найти применение для сборки, опорно-поворотных устройств, применяемых для вращения поворотных частей кранов, экскаваторов и других полноповоротных машин.
Известен стенд для сборки кольцевых изделий, содержащий основание и вращающийся приводной стол11.
Недостатками известного устройства являются низкая производительность и низкое качество сборки.
Цель изобретения - повышение производительности и качества сборки.
Цель достигается тем, что вращающийся приводной стол снабжен равнорасположенными по окружности зажимными и подъемными элементами, причем зажимные элементы выполнены в виде захватов силовых цилиндров и двуплечих рычагов, одно из плеч каждого двуплечего рычага связано с захватом, а другое - со штоком силового цилиндра, а подъемные элементы выполнены 8 виде дополнительных рычагов и связанных с ними дополц тельных силовых цилиндров.
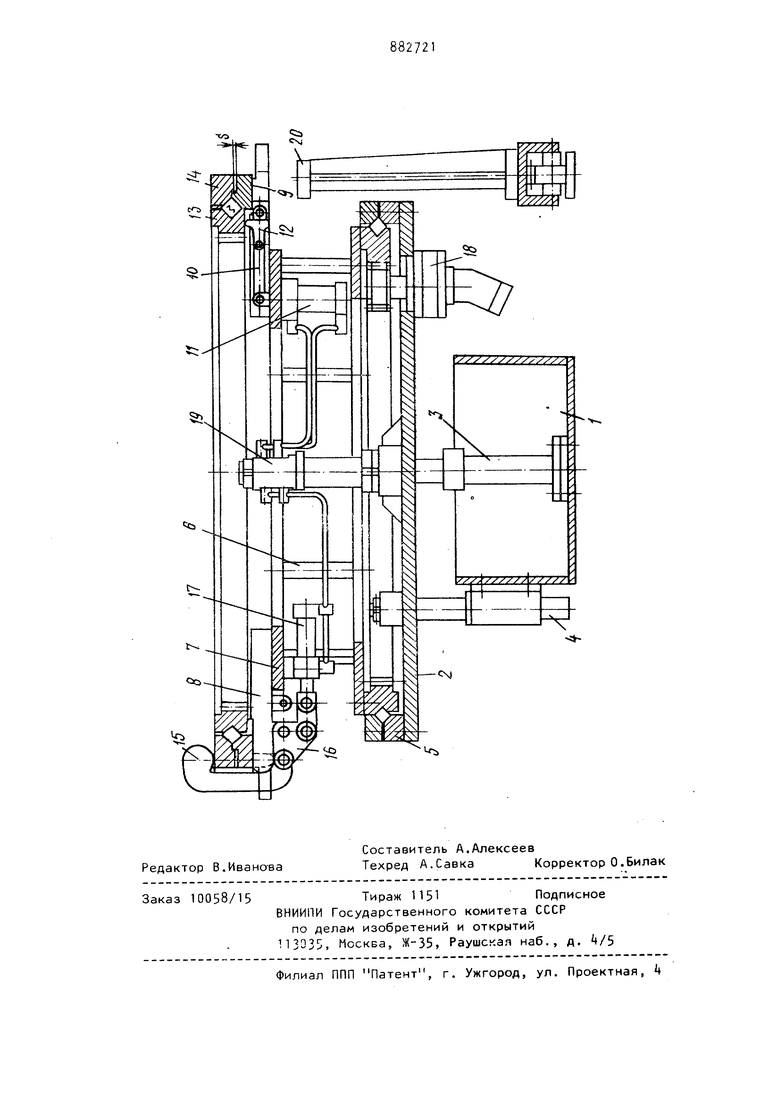
На чертеже изображен стенд, общий вид.
Стенд состоит из основания 1, на котором смонтирован подъемный стол 2 с гидроцилиндром 3, и имеет возможность перемещения по направляющим штангам k. На подъемном столе 2 установлено опорно-поворотное устройство 5, аналогичное собираемому изделию. Полуобоймы его закреплены на подъемном столе 2,а венец соединен посредством штаНг 6 с вращающимся приводным столом 7.
На вращающемся приводном столе 7 расположено восемь ложементов 8. На них установлена нижняя полуобойма 9 собираемого изделия. Ложементы 8 снабжены рычагами 10, соединенными с гидроцилиндрами 11. Рычаги 10 несут на себе упоры 12, на которые установлен венец 13. На ложементе 8 5 закреплено зажимное устройство для прижима верхней полуобоймы И, сост ящее из захвата 15 и серьги 16 с гидроцилиндром 17. Приводом вращающегося стола является механизм вращения 18. Количество зажимных устройств соответствует количеству ложементов. Подвод рабочей жидкости к гидроцилиндрам 11 и 17 осуществляется через центральный коллектор Работа стенда осуществляется сле дующим образом. Нижнюю полуобойму 9 устанавливают на ложементы 8 вращающегося стола 7. Таким же образом устёнавливают венец 13 на упоры 12. С помощью гидроцилиндра 11, рычагов 10 и упоров 12 поднимают венец 13 относител но нижней полуобоймы 9 (для оЗлегче -ния процессов укладки роликов). Приводом 18 сообщают поворотному столу 7 вращательное движение, в время которого смазываются дорожки качения венца 13 и нижней полуобоймы 9 солидолом, после чего происход укладка роликов. Затем привод 18 отключается. Гидроцилиндр 11 опуска ет рычаг 10 с упором 12 в нижнее положение, в результате чего венец под действием веса опускается на ро лики собираемого изделия. Далее укладывают верхнюю полуобойму 1. Рычаги устанавливают в рабочее положение. С помощью гидроцилиндра осуществляется зажим верхней и нижней 9 полуобойм. При этом измеряется зазор S между плоскостями верхней и нижней 9 полуобойм для установки в него комплекта прокладок. После чего производят контроль собранного изделия по основным параметрам: - проверяют момент сопротивления вращению, затормаживая венец 13 динамометром при вращающемся столе 7 . 4 - проверяют радиальное биение наружного диаметра верхней полуобоймы относительно венца 13. По окончании сборки контроля изделие поступает по транспортеру 20 на окраску. Для этого в ложементах 8 имеются вырезы,-соответствующие по величине площадке транспортера 20, что позволяет столу 7 опуститься. Для сборки изделия другого типоразмера переставляют зажимное устройство, устанавливая серьгу 16 на кронштейн. В подъемном устройстве упор 12 поворачивают вокруг горизонтальной оси на 180°. Формула изобретения Стенд для сборки кольцевых изделий, преимущественно опорно-поворотных устройств, содержащий основание и вращающийся приводной стол, о тличающийся тем, что, с целью повышения производительности и качества сборки, вращающийся приводной стол снабжен равнорасположенными по окружности зажимными и подъемными элементами, причем зажимные элементы выполнены в виде захватов силовых цилиндров и двуплечих рычагов, 0дно из плеч каждого двуплечего рычага связано с захватом, а другое CQ штоком силового цилиндра, при этом подъемные элементы.выполнены в виде дополнительных рычагов и связанных с ними дополнительных силовых цилиндров. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 228612, кл. В 23 Р 19/00, 196.5
