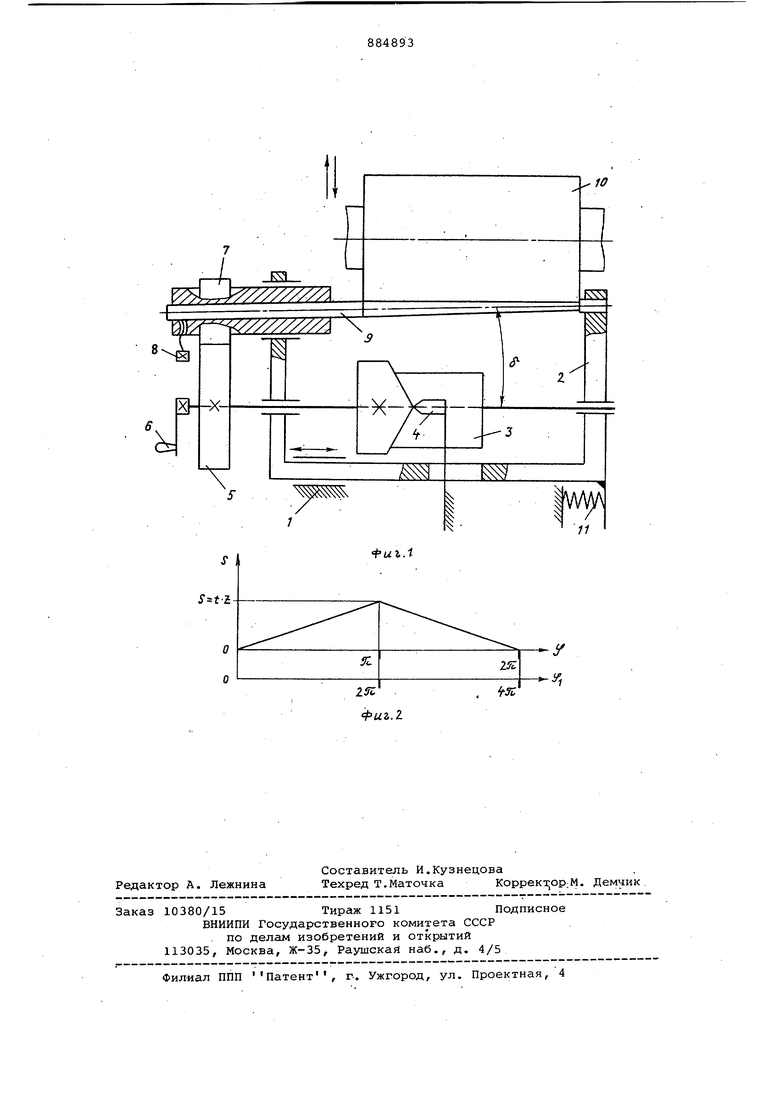
носится как 2:1, В ступицу шестерни 7 в радиальном направлении ввинчен винт 8. В отверстии, расположенном по оси шестерни 7, находится заготовка 9, правый конец которой помещен отверстие корпуса 2. Фреза 10 имеет возможность радиальных перемещений подвода к заготовке и отвода от нее. Между корпусом 2 и станиной расположена пружина 11 сжатия. Оси фрезы и вала, несущего кулачок 3, параллельны направляющим 1, Ось изделия 9 составляет с направляющими угол, равный 1/2 угла конусности изделия, т,е в месте резания образующие цилиндра фрезы и конуса изделия совпадают друг с другом, Межосевой угол кониче кой пары 5 и 7 также равен 1/2 угла конусности изделия. Способ осуществляют следующим образом. Цилиндрическую заготовку 9 издели вводят в соосные друг другу отверсти шестерни 7 и корпуса 2 и скрепляют с шестерней 7 винтом 8, Отверстие в корпусе 2 служит для направления и поддержки заготовки. Затем вращающуюся фрезу 10 подводят к заготовке до вращения на необходимую глубину, после чего вращают колесо 5 на один оборот. При этом шестерня 7 вместе с за готовкой 9 совершает два оборота. Кулачок 3, поворачиваясь вместе с колесом 5 на 1/2 оборота, в течение пер-г вого оборота заготовки дает возможность корпусу 2 переместиться вправ з под действием пружины 11, При зтом на заготовке образовываются зубья основной насечки, В течение же второго полного оборота заготовки кулачок 3 I совершает вторую половину оборота, при этом под действием толкателя4 корпус 2 сжимает пружину 11 и занима ет исходное положегние. На вертикальной оси графика откла дывается величина осевого перемещени изделия (вместе с корпусом 2) относи тельно фрезы, равная ходу винтовой линии зубьев изделия S , где t - осевой шаг зубьев изделия; Z число заходов. На горизонтальных осях Ч и vf соответственно откладываются величины углов поворотов кулачка и изделия. Из графика виДно, что в устройство заложена линейная зависимость меж,ау углами поворота и осевыми перемещениями изделия, В случае нелинейной зависимости получились бы неравномерные степень подрезания профиля зубьев изделия, их шаг и угол подъема. Способ позволит повысить производительность операции зубообразования не менее, чем в 3-6 раз при улучшении условий труда. Формула изобретения Способ образования зубьев основной и вспомогательной насечек на цилиндрической или конической поверхности напильников и нгщфилей при вращении и одновременном, пропорциональном углу поворота,поступательном перемещении изделия относительно фрезы, имеющей длину, равную длине рабочей части изделия на величину хода винтовой линии насечки при параллельности образующих изделия и фрезы в месте их контакта, отличающийс я тем, что, с целью повышения производительности образования зубьев, после совершения изделием одного полного оборота вокруг своей оси направление поступательного перемещения изделия относительно фрезы изменяют на противоположное и продолжают вращать его в том же- направлении еще на один оборот, ИсточникиИнформации, принятые во внимание при экспертизе . 1, Загурский В,И, Прогрессивные способы обработки резьбы, Свердловск, Машгиз, I960, с, 73-76,
F
: w//x//A
/////7//A
ES
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для насекания круглых надфилей | 1991 |
|
SU1816573A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| Устройство к фрезерному станку для обработки зубьев храповых муфт | 1972 |
|
SU444611A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Автомат для насекания надфилей | 1986 |
|
SU1360922A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Устройство для образования зубьев | 1972 |
|
SU437578A1 |
X €
/
.l
