(5) ЛОТОЧНАЯ ЛИНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ КЕРАМИЧЕСКИХ ПЛИТОК НАКЛЕИВАНИЕМ НА ПРИСПОСОБЛЕНИЯI
Изобретение относится к трансгюртирующим устройствам, используемым преимущественно в конвейерах специального назначения, в частности для наклеивания керамических плиток на носители при поочередной обработке двух сторон заготовки.
Известна поточная линия для закрепления керамических плиток наклеиванием на приспособления-спутники, содержащая технологическое оборудование, связанное между собой транспортером перемещения приспособленийспутников с обратной ветвью их возврата 1.
К недостатку известной линии следует отнести невозможность осуществления переворота заготовок на приспособлениях-спутниках при необходимости обработки второй стороны заготовок..
.Цель изобретения - обеспечение возможности перезакрепления керамиСПУТНИКИ
ческих плиток при их механической обработке с-двух сторон.
Цель достигается тем, что линия снабжена расположенным над транспортером для перемещения приспособлений-спутников верхним рядом приспособлений-спутников, с закрепленными на их нижней стороне керамической плитой и ветвью возврата верхнего ряда.приспособлений спутников, кото10рая расположена параллельно транспортеру перемещения приспособленийспутников, а также устройством для сталкивания верхнего приспособленияспутника и его кантователем.
15
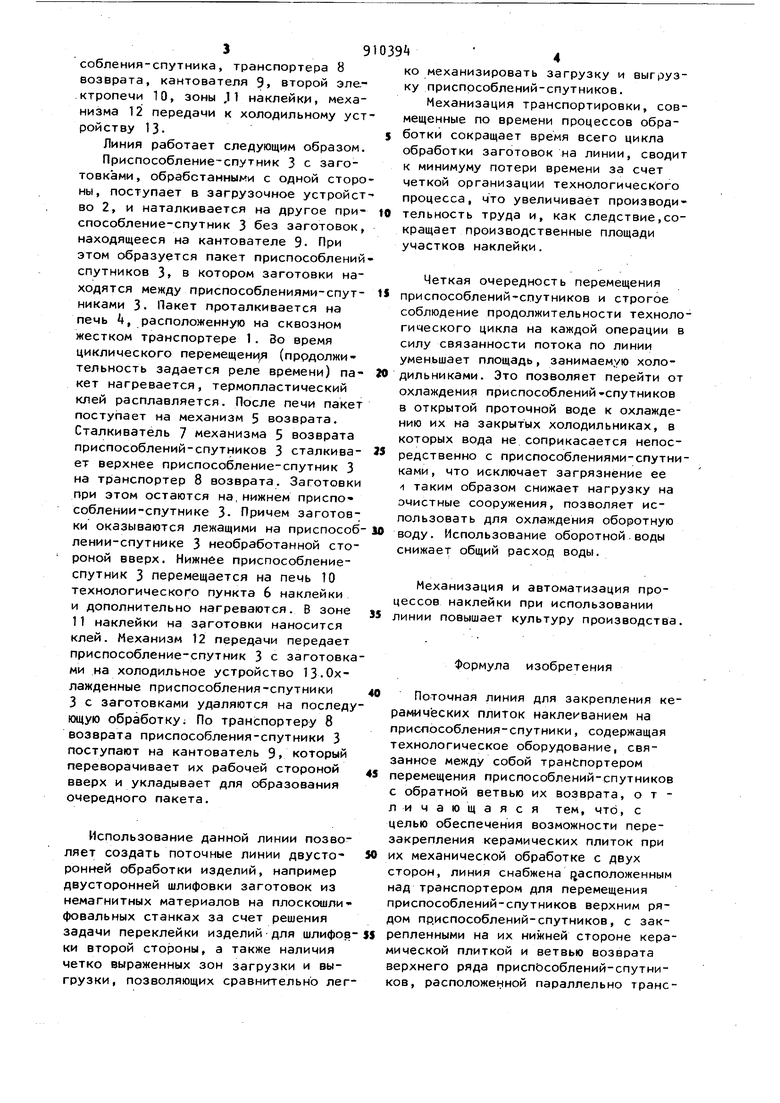
На фиг. 1 изображена поточная линия, вид сверху, на фиг. 2 - поточная линия, вид спереди.
Линия состоит из транспортера 1, загрузочного устройства 2, приспособ
20 ления-спутника 3, электропечи ,механизма 5 возврата приспособлений-спутников, технологического пункта 6 наклейки сталкивателя 7 верхнего приспо3собления-спутника, транспортера 8 возврата, кантователя 9 второй электропечи 10, зоны ,11 наклейки, механизма 12 передачи к холодильному уст ройству 13Линия работает следующим образом Приспособление-спутник 3 с заготовками, обработанными с одной сторо ны, поступает в загрузочное устройст во 2, и наталкивается на другое приспособление-спутник 3 без заготовок находящееся на кантователе 9- При этом образуется пакет приспособлений спутников 3, в котором заготовки находятся между приспособлениями-спут никами 3. Пакет проталкивается на печь 4, расположенную на сквозном жестком транспортере 1. Во время циклического перемещение (пррдолжительность задается реле времени) пакет нагревается, термопластический клей расплавляется. После печи пакет поступает на механизм 5 возврата. Сталкиватель 7 механизма 5 возврата приспособлений-спутников 3 сталкивает верхнее приспособление-спутник 3 на транспортер 8 возврата. Заготовки при этом остаются на,нижнем приспособлении -спутнике 3- Причем заготовки оказываются лежащими на приспособ лении-спутнике 3 необработанной стороной вверх. Нижнее приспособлениеспутник 3 перемещается на печь 10 технологического пункта 6 наклейки и дополнительно нагреваются. В зоне 11 наклейки на заготовки наносится клей. Механизм 12 передачи передает приспособление-спутник 3 с заготовка ми на холодильное устройство 13-Охлажденные приспособления-спутники 3 с заготовками удаляются на последу щую обработку; По транспортеру 8 возврата приспособления-спутники 3 поступают на кантователь 9, который переворачивает их рабочей стороной вверх и укладывает для образования очередного пакета. Использование данной линии позволяет создать поточные линии двусторонней обработки изделий, например двусторонней шлифовки заготовок из немагнитных материалоб на плоскошлифовальных станках за счет решения задачи переклейки изделий для шлифов ки второй стороны, а также наличия четко выраженных зон загрузки и выгрузки, позволяющих сравн1ггельно лег 4 ко механизировать загрузку и выгрузку приспособлений-спутников. Механизация транспортировки, совмещенные по времени процессов обработки сокращает время всего цикла обработки заготовок на линии, сводит к минимуму потери времени за счет четкой организации технологического процесса, что увеличивает производительность труда и, как следствие,сокращает производственные площади участков наклейки. Четкая очередность перемещения приспособлений-спутников и строгое соблюдение продолжительности технологического цикла на каждой операции в силу связанности потока по линии уменьшает площадь, занимаемую холодильниками. Это позволяет перейти от охлаждение приспособлений-спутников в открытой проточной воде к охлаждению их на закрытых холодильниках, в которых вода не соприкасается непосредственно с приспособлениями-спутниками, что исключает загрязнение ее d таким образом снижает нагрузку на эчистные сооружения, позволяет использовать для охлаждения оборотную воду. Использование оборотной.воды снижает общий расход воды. Механизация и автоматизация процессов наклейки при использовании инии повышает культуру производства. Формула изобретения Поточная линия для закрепления керамических плиток наклеиванием на риспособления-спутники, содержащая ехнологическое оборудование, свяанное между собой транспортером еремещения приспособлений-спутников обратной ветвью их возврата, отичающаяся тем, что, с елью обеспечения возможности переакрепления керамических плиток при х механической обработке с двух торон, линия снабжена расположенным ад транспортером для перемещения риспособлений-спутников верхним ряом приспособлений-спутников, с закепленными на их нижней стороне кераической плиткой и ветвью возврата ерхнего ряда приспЬсоблений-спутниов, расположенной параллельно транспортеру перемещения приспособленийспутников, а также устройством для сталкивания верхнего приспособленияспутника и его кантователем.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 625901, кл. В 23 Q , 1977
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Горизонтально-замкнутая поточная ли-Ния | 1979 |
|
SU846194A1 |
| Автоматическая линия с приспособлениями-спутниками | 1977 |
|
SU751582A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| Автоматическая линия преимущественно для сборки и клепки дисков сцепления | 1981 |
|
SU977135A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА | 1972 |
|
SU435923A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
Г ГТу ГП
У/ / IT I I I f I f 1 УЧ I I f Ti I lf ПЗ
