механизмом спуска изделий. При этом ириводные звездочки конвейеров иижиего и верхнего ярусов могут быть связаны между собой бесконечными ценями, огибающими внутренними сторонами нриводные звездочки верхних конвейеров, а наружными сторонами - нриводные звездочки нижних конвейеров. Верхние звездочки конвейеров механизма снуска могут быть связаны между собой общим валом, а конвейеры механизма снуска, снабжены регулятором скорости. Планки-толкатели на конвейерах верхнего и нижнего ярусов закренлены равномерно с щагом, соответствующим наименьшей ширине изделия.
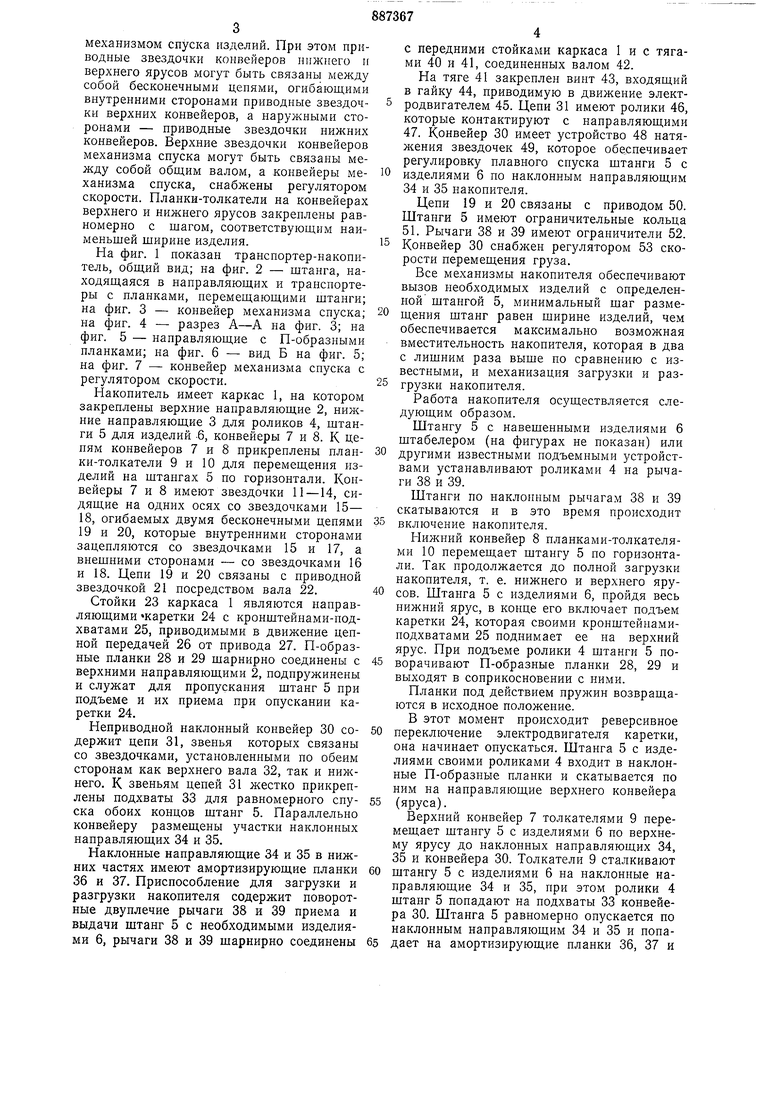
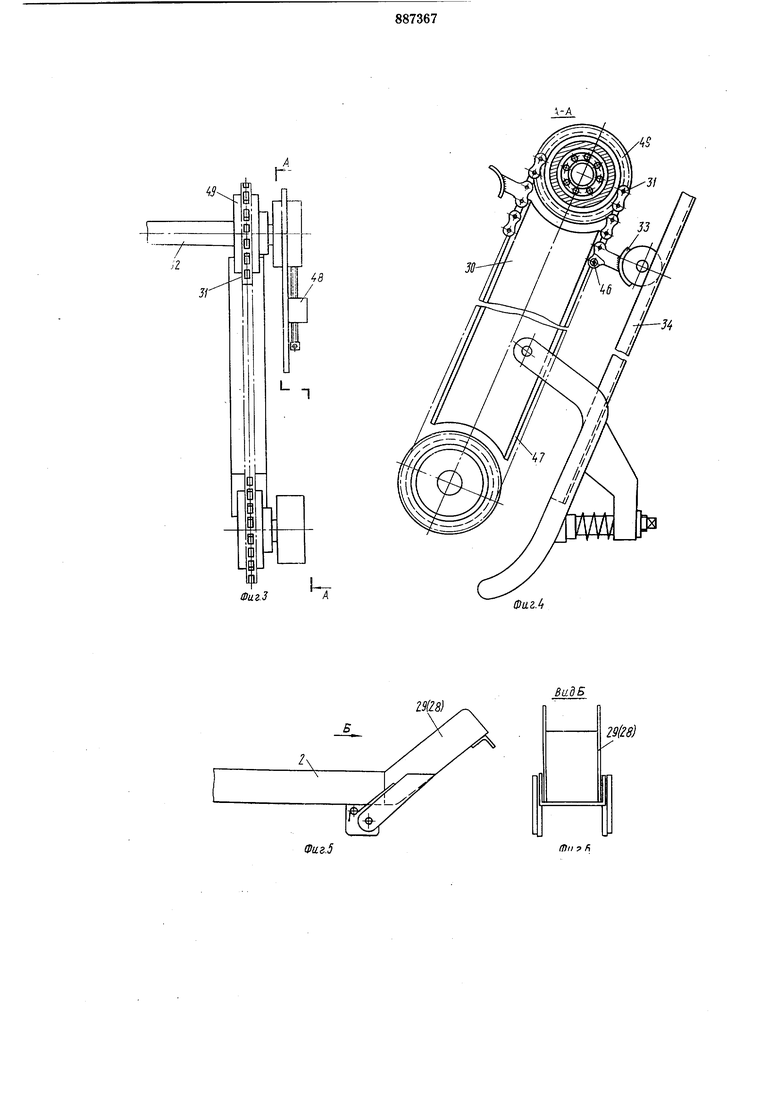
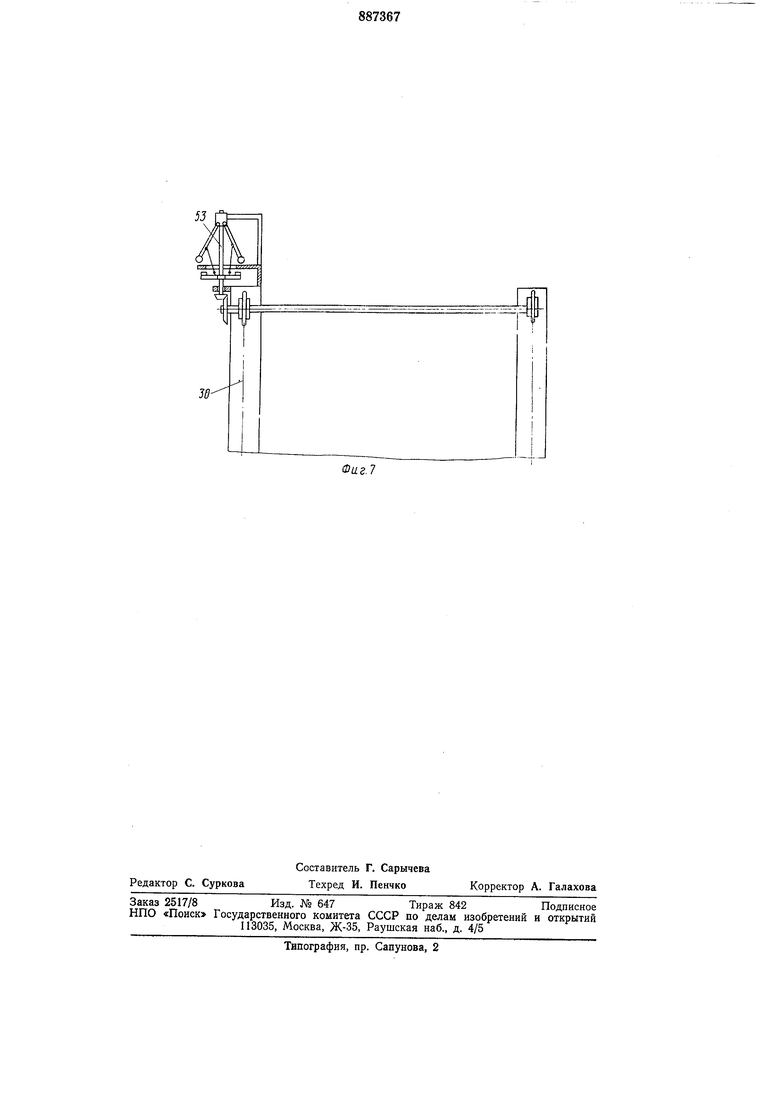
На фиг. 1 ноказан транснортер-наконнтель, общий вид; на фиг. 2 - щтанга, находящаяся в нанравляющих и транспортеры с нланками, перемещающими штанги; на фиг. 3 - конвейер механизма снуска; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - направляющие с П-образными планками; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - конвейер механизма спуска с регулятором скорости.
Накопитель имеет каркас 1, на котором закреплены верхние направляющие 2, нижние направляющие 3 для роликов 4, штанги 5 для изделий -6, конвейеры 7 и 8. К цепям конвейеров 7 и 8 нрикреплены планки-толкатели 9 и 10 для перемещения изделий на штангах 5 но горизонтали. Конвейеры 7 и 8 имеют звездочки 11 -14, сидящие на одних осях со звездочками 15- 18, огибаемых двумя бесконечными ценями 19 и 20, которые внутренними сторонами заценляются со звездочками 15 и 17, а внещними сторонами - со звездочками 16 и 18. Цепи 19 и 20 связаны с приводной звездочкой 21 посредством вала 22.
Стойки 23 каркаса 1 являются направляющими «каретки 24 с кронштейнами-подхватами 25, приводимыми в движение цепной передачей 26 от привода 27. П-образные планки 28 и 29 щарнирно соединены с верхними направляющими 2, подпружинены и служат для пропускания щтанг 5 при нодъеме и их приема нри онускании каретки 24.
Ненриводной наклонный конвейер 30 содержит цени 31, звенья которых связаны со звездочками, установленными по обеим сторонам как верхнего вала 32, так и нижнего. К звеньям цепей 31 жестко прикреплены нодхваты 33 для равномерного спуска обоих концов штанг 5. Параллельно конвейеру размещены участки наклонных нанравляющих 34 и 35.
Наклонные направляющие 34 и 35 в нижних частях имеют амортизирующие нланки 36 и 37. Приспособление для загрузки и разгрузки накопителя содержит поворотные двуплечие рычаги 38 и 39 приема и выдачи штанг 5 с необходимыми изделиями 6, рычаги 38 и 39 щарнирно соединены
с передними стоиками каркаса 1 и с тягами 40 и 41, соединенных валом 42.
На тяге 41 закреплен винт 43, входящий в гайку 44, приводимую в движение электродвигателем 45. Цепи 31 имеют ролики 46, которые контактируют с направляющими 47. Конвейер 30 имеет устройство 48 натяжения звездочек 49, которое обеспечивает регулировку плавного спуска штанги 5 с
изделиями 6 по наклонным нанравляющим 34 и 35 накопителя.
Цепи 19 и 20 связаны с приводом 50. Штанги 5 имеют ограничительные кольца 51. Рычаги 38 и 39 имеют ограничители 52.
Конвейер 30 снабжен регулятором 53 скорости перемещения груза.
Все механизмы накопителя обеспечивают вызов необходимых изделий с определенной щтангой 5, минимальный шаг размещения штанг равен ширине изделий, чем обеспечивается максимально возможная вместительность накопителя, которая в два с лишним раза выше по сравнению с известными, и механизация загрузки и разгрузки накопителя.
Работа наконителя осуществляется следующим образом.
Штангу 5 с навешенными изделиями 6 штабелером (на фигурах не показан) или
другими известными подъемными устройствами устанавливают роликами 4 на рычаги 38 и 39.
Штанги по наклонным рычагам 38 н 39 скатываются и в это время происходит
включение накопителя.
Нижний конвейер 8 планками-толкателями 10 перемещает штангу 5 по горизонтали. Так продолжается до полной загрузки накопителя, т. е. нижнего и верхнего ярусов. Штанга 5 с изделиями 6, пройдя весь нижний ярус, в конце его включает подъем каретки 24, которая своими кронштейнамиподхватами 25 поднимает ее на верхний ярус. При подъеме ролики 4 штанги 5 новорачивают П-образные планки 28, 29 и выходят в соприкосновении с ними.
Планки под действием пружин возвращаются в исходное положение. В этот момент нроисходит реверсивное
переключение электродвигателя каретки, она начинает онускаться. Штанга 5 с изделиями своими роликами 4 входит в наклонные П-образные планки и скатывается но ним на нанравляющие верхнего конвейера
(яруса).
Верхний конвейер 7 толкателями 9 перемещает штангу 5 с изделиями 6 по верхнему ярусу до наклонных направляющих 34, 35 и конвейера 30. Толкатели 9 сталкивают
штангу 5 с изделиями 6 на наклонные направляющие 34 и 35, при этом ролики 4 штанг 5 попадают на нодхваты 33 конвейера 30. Штанга 5 равномерно опускается по наклонным направляющим 34 и 35 и понадает на амортизирующие нланки 36, 37 и затем плавно опускается на направляющие нижнего яруса. Такое замкнутое, круговое движение, т. е. перемещение по нижнему ярусу, подъем на верхний ярус и спуск с верхнего яруса на нижний продолжается до тех пор, пока к наклонным направляющим 34 и 35 подходит вызванная посредством пульта дистанционного управления штанга с необходимыми изделиями. Каждая штанга 5 имеет свой определенный номер, зафиксированный пультом дистанционного управления. Когда вызванная штанга 5 с определенными изделиями 6 подходит к наклонным направляющим 34 п 35, включается электродвигатель 45, который вращает гайку 44, втягивающую винт 43. Винт 43 перемещает тяги 40 и 41. Рычаги 38 п 39, поворачиваясь вокруг осп, опускаются. Вызванная штанга 5 с изделиями плавно опускается по паклонным направляющим 34 и 35 конвейера 30, затем по рычагам 38, 39 и остается на них за счет ограничителей 52. Вызванная штанга, одним из видов подъемных устройств снимается с накопителя и транспортируется к месту разгрузки (отгрузки) . После снятия штанги с рычагов 38 п 39 включается реверсивный ход электродвигателя 45 и рычаги возвращаются в первоначальное положение. На рычаги устанавливают новую штангу с изделиями и на этом цикл заканчивается. Включение, выключение и остановы осуществляются известными средствами автоматически по электросхеме от пульта дистанционного управления. Накопитель позволяет улучшить его эксплуатационные характеристики за счет возможности непрерывной работы накопителя в случае неполного заполнения ярусов и уменьшения количества электродвигателей. Формула изобретения 1. Накопитель изделий, преимущественно навешенных на штанги, содержащий расположенные в несколько ярусов горизонтальные направляющие для перемещения по ним изделий посредством горизонтально расположенных приводных конвейеров с планками-толкателями для синхронного перемещения изделий на верхнем и нижнем ярусах в противоположных направлениях, механизмы для подъема изделий с нижнего яруса на верхний и спуска с верхнего яруса на нижний, а также приспособление для загрузки и разгрузки изделий, отличающееся тем, что, с целью улучшения эксплуатационных характеристик, поярусньте контейнеры с плаиками-толкателями расположены на всю длину ярусов накопителя, механизм спуска изделий с верхнего яруса выполнен в виде неприводного цепного конвейера, имеющего закрепленные на цепях планки-толкатели для изделий и расположенного под углом к горизонтальным направляющим ярусов, при этом под упомянутым конвейером параллельно последнему расположены участки направляющих, являюп;ихся продолжением направляющих верхнего яруса, а приспособление для загрузки п разгрузки накопителя выполнено в виде двуплечих поворотных рычагов, имеющих на концах со стороны загрузки и разгрузки огра шчители перемещения изделий и установлено под механизмом спуска пзделий 2. Накопитель по п. 1, отличающийс я тем, что приводные звездочкп конвейеров нижнего и верхнего ярусов связаны между собой бесконечными цепями, огибающими внутренними сторонами приводные звездочки верхних конвейеров, а наружными сторонами - приводные звездочки нижних конвейеров. 3. Накопитель по п. 1, отличающийс я тем, что верхние звездочки конвейеров механизма спуска связаны собой общим валом. 4.Накопитель по п. 1, отличающийс я тем, что конвейеры механизма спуска снабжены регулятором скорости. 5.Накопитель по п. 1, отличающийс я тем, что планки-толкатели на конвейерах верхнего и нижнего ярусов закреплены равномерно с шагом, соответствующим наименьшей ширине изделия. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 209252, кл. В 65G 11/06, 1967. 2.Патент США № 3339756, кл. 214-16.4, 1967 (прототип).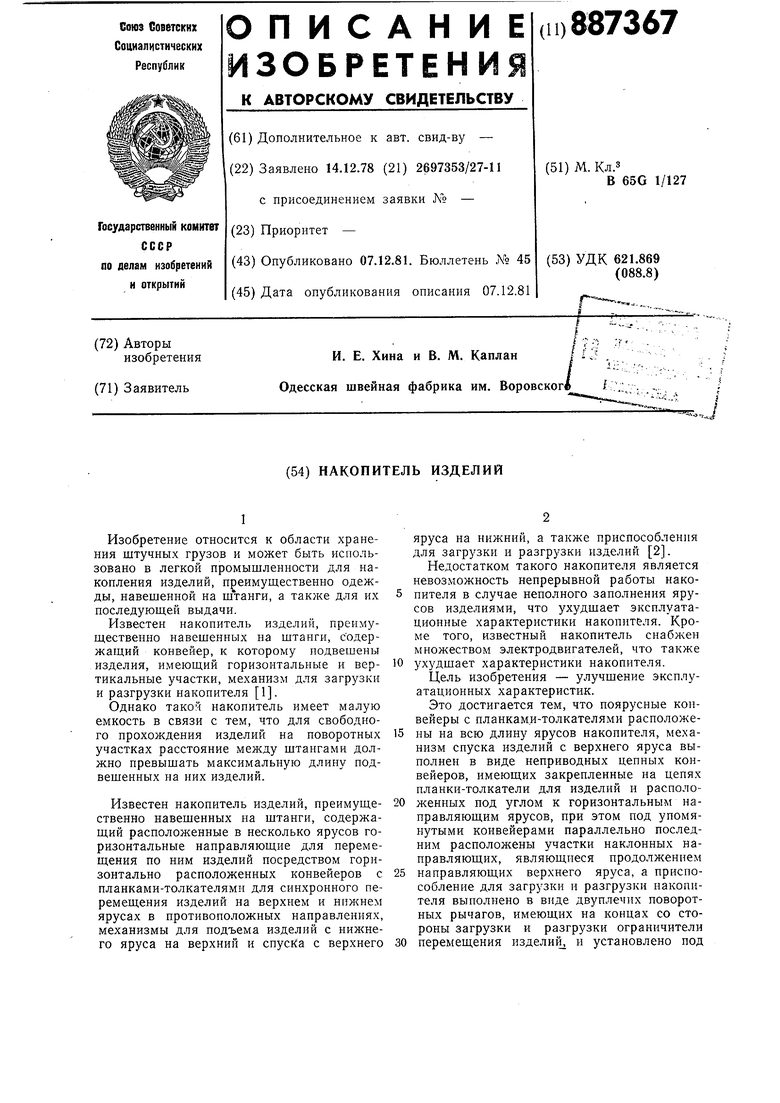
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| ПАТЕНТВС-ТЕХШ-ЧЕОКАЯ. .RHbisHnTFHA | 1970 |
|
SU285563A1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Устройство для перегрузки изделий | 1978 |
|
SU764984A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
4 5/
10
Фи2
4
3034
Фиг. 4
Ч.
29(28)
